Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет допусков и посадок рзьбовых соединений.
|
|
Рассчитываем резьбовую посадку М70-5G/5h4h.
Определяем номинальные значения диаметров внутренней резьбы (гайки) и наружной резьбы (болта) по ГОСТ 24705-2004 [22, стр.5, табл.1]:
Номинальный диаметр резьбы d = D = 70, 000 мм;
Средний диаметр d2 = D2 = 66, 103 мм;
Внутренний диаметр d1 = D1= 63, 505 мм;
Внутренний диаметр по дну впадины d3 = 62, 639 мм;
Шаг резьбы P = 6 (крупный) мм.
5G/5h4h.– резьбовая посадка с зазором, где
5G – поле допуска гайки по среднему диаметру D2 и по внутреннему диаметру D1
5h – поле допуска болта по среднему диаметру d2
4h- поле допуска по наружному диаметру d.
Резьбовое соединение имеет посадку с зазором, поэтому предельные отклонения диаметров резьбовых деталей с внутренней резьбой (гайки) и наружной резьбой (болта) выбираем по ГОСТ 16093-2004 [23, стр.24, табл.А.1], [23, стр.34, табл.А.2] и результаты представляем в таблице 5.1.
Таблица 5.1 – Предельные отклонения диаметров резьбовых поверхностей
| Номинальный диаметр резьбы, мм | Предельные отклонения болта, мкм | Предельные отклонения гайки, мкм | ||
| еs | ei | ES | EI | |
| D = d = 70, 000 | - 375 | не ограничено | +80 | |
| D2 = d2 = 66, 103 | - 224 | +380 | +80 | |
| D1 = d1 = 63, 505 | не ограничено | +710 | +80 |
Определяем предельные размеры внутренней резьбы (гайки) и наружной резьбы (болта) и результаты представляем в таблице 5.2.
Таблица 5.2 – Предельные размеры резьбовых поверхностей
| Предельный размер, мм | Болт | Гайка | ||||
| d, мм | d2, мм | d1, мм | D, мм | D2, мм | D1, мм | |
| Наибольший | 70, 000+0=70, 000 | 66, 103+0=66, 103 | 63, 505+0=63, 505 | не ограничен | 66, 103+0, 380=66, 483 | 63, 505+0, 710=64, 215 |
| Наименьший | 70, 000-0, 375=69, 625 | 66, 103-0, 224=65, 879 | не ограничен | 70, 000+0, 080=70, 080 | 66, 103+0, 080=66, 183 | 63, 505+0, 080=63, 585 |
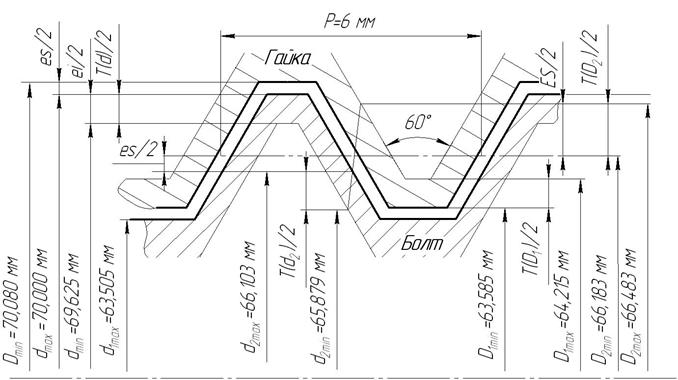
Рисунок 5.1 – Схема расположения полей допусков резьбового соединения М70-5G/5h4h.
Рассчитываем предельные значения зазоров в резьбовой посадке:
по D (d):
Smin = Dmin – dmax = 70, 080 – 70, 000 = 0, 080 мм;
Smax не нормируется;
по D2 (d2):
S2min = D2min – d2max = 66, 183– 66, 103 = 0, 080 мм;
S2max = D2max – d2min = 66, 483 – 65, 879 = 0, 604 мм;
по D1 (d1):
S1min = D1min – d1max = 63, 585 – 63, 505 = 0, 080 мм;
S1max не нормируется.
Рассчитываем предельные значения зазоров в резьбовой посадке:
по D (d):
Smin = Dmin – dmax = 110, 032 – 110, 000 = 0, 032
Smax не нормируется;
по D2 (d2):
S2min = D2min – d2max = 109, 058 – 109, 026 = 0, 032
S2max = D2max – d2min = 109, 338 – 108, 811 = 0, 527 мм;
по D1 (d1):
S1min = D1min – d1max = 108, 408 – 108, 376 = 0, 032
S1max не нормируется.
Заданием на курсовую работу предусмотрен расчет резьбовой посадки М39× 3-2H5D(2)/3p(2).
Определяем номинальные значения диаметров внутренней резьбы (гайки) и наружной резьбы (болта) по ГОСТ 24705-2004 [22, стр.6, табл.1]:
Номинальный диаметр резьбы d = D = 39, 000 мм;
Средний диаметр d2 = D2 = 37, 051 мм;
Внутренний диаметр d1 = D1= 35, 752 мм;
Внутренний диаметр по дну впадины d3 = 35, 319 мм;
Шаг резьбы P = 3 мм.
2H5D(2)/3p(2) – резьбовая посадка с натягом, где
2Н – поле допуска гайки по среднему диаметру D2;
5D – поле допуска гайки по внутреннему диаметру D1
3p – поле допуска болта по среднему диаметру d2
(2) – число сортировочных групп (по среднему диаметру для последующей селективной сборки);
Резьбовое соединение имеет посадку с натягом (по среднему диаметру), поэтому предельные отклонения диаметров резьбовых деталей с внутренней резьбой (гайки) и наружной резьбой (болта) выбираем по ГОСТ 4608-81 [24, стр.9, табл.9] и результаты представляем в таблице 5.3.
Таблица 5.3 – Предельные отклонения диаметров резьбовых поверхностей
| Номинальный диаметр резьбы, мм | Предельные отклонения болта, мкм | Предельные отклонения гайки, мкм | ||
| еs | ei | ES | EI | |
| D = d = 39, 000 | - 170 | - 545 | не ограничено | |
| D2 = d2 = 37, 051 | + 195 | + 95 | + 106 | |
| D1= d1= 35, 752 | – | – | + 570 | + 170 |
Определяем предельные размеры внутренней резьбы (гайки) и наружной резьбы (болта) и результаты представляем в таблице 5.4.
Таблица 5.4 – Предельные размеры резьбовых поверхностей
| Предельный размер, мм | Болт | Гайка | |||
| d, мм | d2, мм | D, мм | D2, мм | D1, мм | |
| Наибольший | 39, 000-0, 170=38, 830 | 37, 051+0, 195=37, 246 | не ограничен | 37, 051+0, 106=37, 157 | 35, 752+0, 570=36, 322 |
| Наименьший | 39, 000-0, 545=38, 455 | 37, 051+0, 095=37, 146 | 39, 000 | 37, 051 | 35, 752+0, 170=35, 922 |
Рассчитываем предельные значения натягов в резьбовой посадке (только по среднему диаметру):
N2 max = d2max – D2min = 37, 246 – 37, 051 = 0, 195 мм;
N2 min = d2min – D2max = 37, 146 – 37, 157 = – 0, 011 мм.

Рисунок 5.2 – Схема расположения допусков резьбового соединения М39× 3-2H5D(2)/3p(2).
Посадка М39× 3-2H5D(2)/3p(2) – имеет две группы сортирования: резьба гнезда М39× 3-2H5D(2), резьба шпильки М39× 3-3p(2). Сортировка должна осуществляться по наружной и средней резьбе на группы по среднему диаметру. Сортировка на группы должна производиться по собственному среднему диаметру в средней части длинны резьбы. Согласно принципа селективной сборки, поля допусков собираемых деталей (Td2, TD2) делим на одинаковое число равных по величине сортировочных групп и нумеруем их в одном направлении. Далее определяем допуски гнезд и шпилек в группах, и границы групп сортировки (предельные натяги, мкм). Чертим схему сборки резьбового соединения (смотри рис. 5.3).
TD2 = 106 мкм: TD2(I, II) = 53 мкм
Td2 = 100 мкм: Td2(I, II) = 145 мкм
Для I гр-пы:
Nmax(I) = es(I) – EI(I)= 145 – 0 = 145 мкм,
Nmin(I) = ei(I) – ES(I)= 95 – 53 = 42 мкм,
TN(I) = Nmax(I) – Nmin(I)= 145 – 42 = 103 мкм;
Для II гр-пы:
Nmax(II) = es(II) – EI(II)= 195– 53 = 142 мкм,
Nmin(II) = ei(II) – ES(II)= 145 – 106 = 39 мкм,
TN(II) = Nmax(II) – Nmin(II)= 142– 39 = 103 мкм;

Рисунок 5.3 – Схема сборки резьбового соединения.