Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Подготовка к наплавке
|
|
3.5.1 Подготовленные под наплавку заготовки деталей должны удовлетворять требованиям конструкторской документации.
Подготовка под наплавку должна выполняться в соответствии с технологической документаций.
3.5.2.Форма разделки подготовленных под наплавку деталей должна соответствовать требованиям конструкторской документации.
.Подготовку кромок деталей из углеродистых и кремнемарганцовистых сталей перлитного класса допускается выполнять кислородной, воздушно-дуговой или плазменно-дуговой резкой с последующей механической обработкой (шлифованием или т.п.) до удаления следов резки.
Форма и конструкционные элементы подготовленных под наплавку кромок деталей должны соответствовать требованиям настоящих чертежей.
 Подготовленные под поверхности под наплавку и прилегающие к ним участки деталей должны быть зачищены от окалины, ржавчины, краски, масла и других поверхностных загрязнений.
Подготовленные под поверхности под наплавку и прилегающие к ним участки деталей должны быть зачищены от окалины, ржавчины, краски, масла и других поверхностных загрязнений.
Рисунок зоны капиллярного контроля.
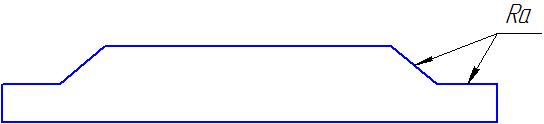
3.5.3.Подлежащии наплавки поверхности детали должны быть механически обработаны: шероховатость поверхности по параметру Rа должна быть не более 2.5мкм.
3.5.4. Пред наплавкой поверхности следует отчистить от загрязнений и обезжирить ацетоном, уайт - спиритом или другими растворителями.
.