Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет режущего инструмента и заточного оборудования.
|
|
Расчет годовой потребности в режущем инструменте в шт, определяется по формуле:
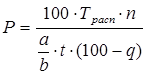 ; (28)
; (28)
Для пилорамы
 = 74.23=75 (шт.)
= 74.23=75 (шт.)
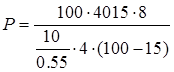
Для рубительной машины
 = 158
= 158  2=316 (шт.)
2=316 (шт.)
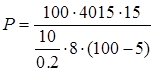
Для обрезных станков
 = 64 (шт.)
= 64 (шт.)
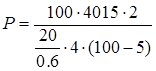
Для торцовочных станков
 = 32 2 = 64 (шт.)
= 32 2 = 64 (шт.)
где Трасп – количество часов работы инструмента в год (для лесопильных цехов 4015 ч.)
n – число одинаковых инструментов в комплекте, шт.
α – величина допускаемого стачивания инструмента, мм
b – величина уменьшения рабочей части инструмента за одну переточку, мм
t – продолжительность работы инструмента без переточки, ч
q – процент на поломку и непредвиденные расходы
Расчет потребного количества заточных станков, шт.
 ; (29)
; (29)
где Z – количество режущих инструментов, требующих заточки в смену.
tзат – продолжительность заточки одного инструмента, мин.
К – коэффициент использования заточного оборудования принимается:
для плиточных автоматов – 0, 8
для заточки ножей – 0, 6
для прочих заточных станков – 0, 7
Для пилорамы
 = 0.33 = 1 (шт.)
= 0.33 = 1 (шт.)
Для рубительной машины
 = 0.625 2= 1.25= 2 (шт.)
= 0.625 2= 1.25= 2 (шт.)
Для обрезных станков
 = 0.125= 1 (шт.)
= 0.125= 1 (шт.)
Для торцовочных станков
 = 0.083= 1 (шт.)
= 0.083= 1 (шт.)