Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Маршрут изготовления стопки
|
|
Таблица 12.1 – Маршрутная карта
| № | Техническая операция | Оборудование, Инструмент | Материалы | Примечание | ||
| Подготовить эскиз, рисунок набора с указанием необходимых размеров | Бумага, карандаш, перо, тушь | |||||
| Вырубка из ленты круглых заготовок | Пресс однокривошипный простого действия | Dзаг=95мм S=1мм Р=140кН | ||||
| Отжиг | Печь “Solo”, пинцет, Тара специальная | T=640- 650 0 С | ||||
| Продолжение табл.12.1 | ||||||
| № | Техническая операция | Оборудование, Инструмент | Материалы | Примечание | ||
| Вытяжка (1 переход) | Гидравлический пресс простого действия | D1=52 мм Р1=32, 5 кН Q=6, 34 кН | ||||
| Отжиг | См. п.3 | |||||
| Травление | ||||||
| Обезжиривание | Ванна стационарная, сетчатый ковш | Натрий едкий 5-10 г/л, сода 25 г/л, тринатрий фосфат 50 г/л | T=60-800 С Время обработки 10-30 мин | |||
| Вытяжка (2 переход) | См п. 4 | D2=41мм Р2=8, 3 кН | ||||
| Отжиг | См п. 3 | |||||
| Травление | ||||||
| Обезжиривание | См п. 7 | |||||
| Вытяжка (3 переход) | См п. 4 | D3=35 мм Р3=5, 7 кН | ||||
| Обрезка края | Гидравлический пресс | |||||
| Старение | См п. 3 | Закалка, выдержка при t=3000 С и охлаждение | ||||
| Обезжиривание | См п. 7 | |||||
| Промывка | Горячая вода | Т=10-30 мин | ||||
| Промывка | Холодная | |||||
| Нанесение лака | Щетинная кисть, тампоны | Лак АК-593 | Согласно эскизу | |||
| Монтаж на приспособления | Подвесочные устройства | |||||
| Золочение | Дицианоаурат калия 4-6 г/л, Никель сернокислый 4, 5-9, 5 Лимоннокислый калий 30-40 Лимонная кислота 30-40 Блескообразователь 0, 1-0, 15 | Т=20-300 С Время- 5 мин Плотность тока - 0, 7 А/дм2 | ||||
| Промывка | Ванна улавливания | Вода | 4 раза | |||
| Снятие лака | Ванна | Горячая вода | ||||
| Наложение трафарета | ||||||
| Покрытие лаком | ||||||
| Сушка | Сушильный шкаф | Т=100-2000 С | ||||
| Травление золота | Ванна | Н2SO4-1000 мл НСl-250 мл | ||||
| Окончание табл.12.1 | ||||||
| № | Техническая операция | Оборудование, Инструмент | Материалы | Примечание | ||
| Промывка | Проточная вода | |||||
| Оксидирование | Ванна | Серная печень-5 г/л, (NН4)2СО3-10 г/л | Время 2 мин Т=60-700 С | |||
| Промывка | См. п. 27 | |||||
| Снятие лака | Ванна | Горячая вода | ||||
| Сушка | ||||||
| Контроль внешнего вида | ||||||
| Контроль ОТК | ||||||
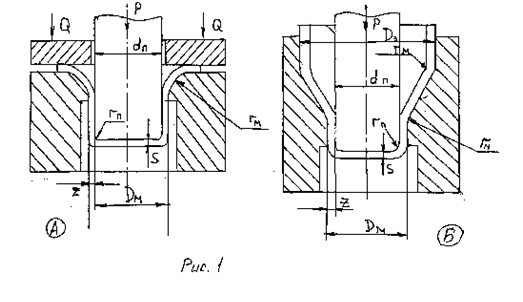 |
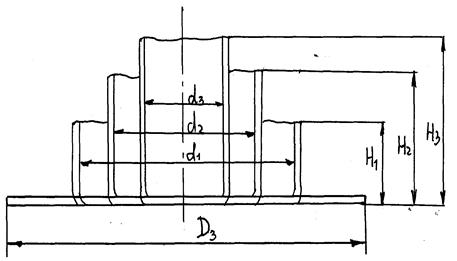
3 Вытяжка заданного изделия производится в три перехода. Первый переход вытяжки производится в тороидальной матрице с прижимом (рисунок 1, А). Второй и третий переходы в конусно-тороидальной матрице без прижима (ри-
сунок 1, Б).
Оборудование: пресс гидравлический простого действия.
Материал: сплав серебра 950 пробы. S=1мм.
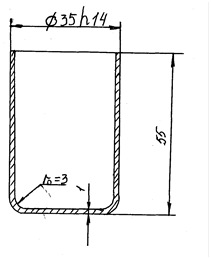
1. Диаметр заготовки определяем с учетом припуска на обрезку неровного края 4 мм. Поскольку толщина стенки детали менее 2мм, расчет ведем по внешним ее размерам.
Площадь детали равна площади заготовки Fд=Fз, а для круглой заготовки:
Fз=  , отсюда Dз=1, 13
, отсюда Dз=1, 13  ,
,
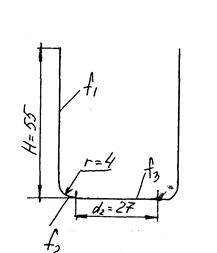
Н=55-1-3+4=55 мм,
F1=ПdН,
F2=  ,
,
F3=  ,
,
Fд=F1+F2+F3=  =7048, 71мм2.
=7048, 71мм2.
D3=  =94, 87мм.
=94, 87мм.
2. Поскольку  первую операцию вытяжки следует выполнять с прижимом.
первую операцию вытяжки следует выполнять с прижимом.
Коэффициенты вытяжки при 
К1=1, 83; К2=1, 27; К3=1, 23
3. Расчетные размеры полуфабрикатов по операциям:
4.
D1=95/1, 83=51, 9мм; D2=51, 9/1, 27=40, 87мм;
D3=40, 87/1, 17=35мм
5. Высота полуфабрикатов по операциям определяется по формуле:
Нi=  ; Н1=
; Н1= 
Н2=  ; Н3=
; Н3= 
6. Деформируемое усилие по операциям:
Р=  ,
,
Р1=  ,
,
Р2=  ,
,
Р3= 
Полученные расчетные данные соответствуют реальным условиям деформирования в том числе, когда каждой операции вытяжки выполняется релаксационный отжиг для снятия наклепа.
7. Усилие прижима на первой операции вытяжки
Q=  ;
;
Q= 
Согласно рекомендациям, радиус закругления матрицы на первой операции вытяжки принимаем rм1=6*S=6мм. Соответственно, на последующих операциях, радиусы закруглений матрицы: 4 и 3мм.
Удельное усилие прижима при rм1=6 мм
Q=  ,
,
Q=  = 0, 917 Мпа.
= 0, 917 Мпа.
Вторую и третью операции вытяжки следует проводить без прижима.
1. Определение рабочих размеров пуансона и матрицы для последней операции вытяжки:
- односторонний зазор между пуансоном и матрицей z=1, 2S=1, 2 мм,
- при заданном наружном размере детали  35h14 размер матрицы:
35h14 размер матрицы:
Dм= dп - 0, 8  =35-0, 8 х 0, 62=34, 5 мм,
=35-0, 8 х 0, 62=34, 5 мм,
- размер пуансона: dп=dн – 0, 8 - 2z=32, 1 мм.
- допуск размера матрицы:  =0, 14 =0, 14 х 0, 62=0, 087 мм,
=0, 14 =0, 14 х 0, 62=0, 087 мм,
принимаем =0, 062мм (СТ СЭВ 14-75);
- допуск размера пуансона:  =0, 1 =0, 062 мм,
=0, 1 =0, 062 мм,
принимаем =0, 039 мм,
- диаметр матрицы: =34+0, 062,
- диаметр пуансона: =32, 1-0, 039,
- высота рабочего пояска матрицы: 0, 2 мм.