Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Базирование и закрепление заготовки в приспособлении
|
|
При установке заготовки на станок с ЧПУ необходимо обеспечить ее ориентацию относительно нуля станка. Для этого необходимо обеспечить связь установочных баз заготовки с нулем станка. То есть, ее нужно лишить всех шести степеней свободы.
Чаще всего, заготовки на станок с ЧПУ ставят на чистые базовые поверхности, которые подготавливают на предыдущих операциях на обычных универсальных станках.
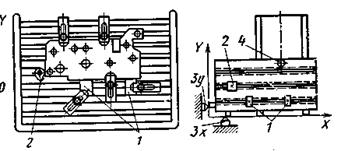 |
Схема базирования заготовок по трем плоскостям является наиболее простой и надежной. Для сокращения времени простоя станков базовые опоры устанавливают на столе станка в Т-образных пазах, а установка заготовки производится «в координатный угол» до контакта с опорами 1 и 2(рис.7).
Рисунок 7 - Базирование заготовки по трем плоскостям
 |
Недостатком этой схемы является невозможность обработки заготовки с пяти сторон с одной установки. В этих случаях применяют схему базирования по плоскости и двум отверстиям. Опорной базой является чисто обработанная плоскость, отверстия обработаны с точностью не ниже седьмого квалитета. Базовыми элементами приспособления являются планки и пальцы (цилиндрический и ромбический или цилиндрический срезанный).
Рисунок 8 - Базирование и закрепление заготовки со стороны опорной поверхности
Для обработки четырех или пяти поверхностей заготовки с одной установки заготовку закрепляют гайками или винтами с потайной головкой сверху через отверстия, имеющиеся в заготовке. При отсутствии таких отверстий в заготовке со стороны опорной установочной базовой поверхности выполняют технологические резьбовые отверстия под крепежные винты, смонтированные в приспособлении.
Для быстрого закрепления заготовок со стороны опорной плоскости при базировании по плоскости и двум отверстиям в заготовке выполняют резьбовые технологические отверстия, в которые ввинчивают штыри, осуществляющие прижим заготовки к базовым планкам приспособления.
Для закрепления заготовки на станке с программным управлением в ней предварительно обработаны четыре резьбовых отверстия, в которые ввинчены штыри 3. В корпус приспособления встроены зажимные механизмы (рис.8, б)с механизированным приводом. При установке заготовки штыри 3входят в отверстия стаканов 5 и проходят между тремя кулачками 7, установленными в стакане 11 на осях 8посредством кольца 14. При включении гидропривода шток гидроцилиндра перемещает рейку 12, вращающую винт-шестерню 9по часовой стрелке, в результате чего три штыря 13, установленные на торце винта-шестерни, взаимодействуя с наружными поверхностями кулачков 7, поворачивают последние относительно осей 5. При этом кулачки входят в кольцевой паз штыря 3. Одновременно винт-шестерня перемещается вниз, перемещая через упорный подшипник 10 разрезное кольцо 14 и стакан, кулачки 7. Последние через бурт штыря 3 притягивают заготовку 1 к торцу стакана 5.
При раскреплении заготовки шток поршня гидроцилиндра перемещается в противоположном направлении, в результате чего винт-шестерня.9 поворачивается против часовой стрелки. При этом штыри 13, взаимодействуя с выступами кулачков 7, раскрывают последние, в результате чего деталь 1со штырями 3легко снимается с приспособления.
При установке заготовок на многооперационных станках иногда применяют в качестве установочных баз необработанные поверхности — «черные» базы. В этих случаях черные базы используют лишь один раз. Для этого обработка должна производиться с одной установки заготовки, т. е. должна отсутствовать передача заготовки с одного станка на другой. В качестве черных баз следует принимать необрабатываемые поверхности с наименьшими припусками. Черные базы должны быть по возможности ровными и чистыми и обеспечивать устойчивость заготовки при установке и жесткость при обработке.
В качестве установочных баз приспособлений при базировании заготовок по необработанным поверхностям применяют точечные опоры (со сферической головкой и с рифлениями), а также ложементы, изготавливаемые из эпоксидных компаундов или алюминиевых сплавов.