Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Развертывание цилиндрических отверстий
|
|
Развертки. Отверстия, каторые должны быть особенно точны по размерам и иметь очень чистую поверхность, после сверления и растачивания резцом или зенкером дополнительно обрабатывают разверткой. Развертывание производят сразу начисто или в два приема — начерно, а затем начисто.

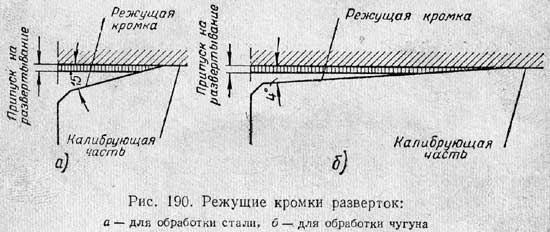
Развертка (рис. 189) представляет собой режущий инструмент с большим количеством зубьев. Скошенная передняя часть зуба развертки образует режущую кромку; она снимает очень небольшой припуск. В развертках для обработки стали режущие кромки делают короткими (рис. 190, а), для обработки чугуна их делают длинными (рис. 190, б). Следующая часть зуба обработана точно по цилиндру и не должна снимать стружку, она служит для направления развертки и отчасти сглаживает (калибрует) стенки отверстия.
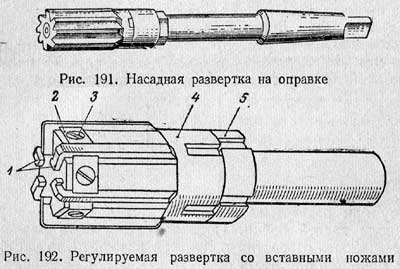
В зависимости от диаметра отверстия применяют различные конструкции разверток. Отверстия диаметром до 32 мм развертывают развертками с цилиндрическим или коническим хвостовиком (рис. 189, а). Для развертывания отверстий диаметром от 25 до 100 мм применяют насадные развертки (рис. 189, б); как и насадные зенкеры, их насаживают на оправки из машиноподелочной стали. На рис. 191 показана насадная развертка на оправке.
Развертки бывают цельные и регулируемые; первые имеют зубья, изготовленные заодно с корпусом, вторые снабжены вставными ножами.
Цельные развертки изнашиваются по цилиндрической части и быстро теряют свой размер; вследствие этого размер отверстия, обработанного такой разверткой, уменьшается, и развертка становится непригодной для дальнейшей обработки отверстий заданного диаметра. Применение вставных ножей позволяет после износа восстановить прежний размер развертки. Кроме того, экономится быстрорежущая сталь, из которой изготовляют только ножи.
Конструкция регулируемой развертки со вставными ножами показана на рис. 192. В ее корпусе имеются наклонные пазы, в которых расположены ножи 1, удерживаемые пластинками 2 и винтами 3. Гайка 4 и контргайка 5 препятствуют перемещению ножей в продольном направлении. При износе развертки несколько освобождают винты 3, немного отвертывают контргайку 5 и гайку 4 и перемещают все ножи несколько вправо, увеличивая этим наружный диаметр развертки. После этого туго завертывают винты 3, гайку 4 и контргайку 5. Затем прошлифовывают ножи до получения первоначального диаметра развертки.
При развертывании отверстий в твердых металлах находят применение развертки, оснащенные пластинками твердого сплава. Такие развертки отличаются лучшей износостойкостью по сравнению с развертками из быстрорежущей стали.
Припуски под развертывание цилиндрических отверстий. В зависимости от требуемой точности, чистоты и диаметра отверстия развертывание производят одной или последовательно двумя развертками (черновой и чистовой). Отверстие нужно предварительно обработать на такой размер, чтобы развертка снимала лишь небольшой слой металла.
В табл. 9 указаны припуски под развертывание.
При выборе диаметра развертки следует учитывать, что диаметр отверстия при развертывании в большинстве случаев получается несколько больше диаметра развертки (примерно до 0, 02 мм, а иногда даже до 0, 04 мм), так как отверстие при развертывании несколько разбивается. Но иногда диаметр развернутого отверстия получается меньше требуемого; это имеет место при износе развертки, а также при развертывании отверстий в деталях из вязкого металла.
Таблица 9