Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
A Базовые сведения
|
|
 Базовые точки в рабочей зоне
Базовые точки в рабочей зоне
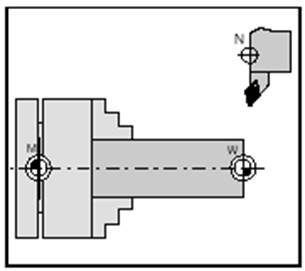
| Базовые точки станков EMCO M = Нуль станка Неизменная базовая точка, устанавливаемая производителем станка. Относительно данных точки выполняются все размерные функции станка. В то же время, " M" является началом системы координат. R = Базовая точка Позиция в рабочей зоне станка, которая точно определяется предельными выключателями. Позиции подвижных органов станка отображаются в системе управления путем подвода к „R“. Необходимо послед каждого сбоя питания. N = Базовая точка установки инструмента Исходная точка для выполнения размерной привязки инструмента. „N“ находится в подходящей точке в системе резцедержателя, и определяется производителем станка. W = Нуль детали Исходная позиция для размерных функции программы. Свободно устанавливается программистом, и при необходимости может быть перемещена в пределах программы обработки. |
 Сдвиг нуля от точки нуля станка M в точку нуля детали W
Сдвиг нуля от точки нуля станка M в точку нуля детали W
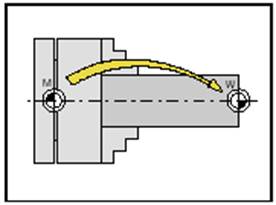
| Сдвиг нуля В станках EMCO точка нуля станка " M" находится на оси вращения на торце фланца шпинделя. Данная позиция не подходит для использования в качестве исходной точки для размерной привязки. При помощи так называемого сдвига нуля система координат может быть перемещена в подходящую точку в рабочей зоне станка. В операционной зоне параметров (Parameter) - Zero Offsets имеется четыре настраиваемых сдвига нуля. При задании значения в регистре сдвига, это значение будет учитываться при вызове программы (G54 - G57) и точка нуля системы координат будет смещена из нуля станка M в нуль детали W. Нуль детали может быть смещен в пределах программы на любую величину. Более подробно, см. в описании команд. |
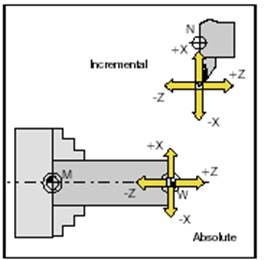 Абсолютные координаты относятся к фиксированной точке, координаты с приращением – к позиции инструмента.
Направления в скобках для X, -X достоверны для PC TURN 50/55, т.к. в данных станках инструмент находится перед осью вращения.
Абсолютные координаты относятся к фиксированной точке, координаты с приращением – к позиции инструмента.
Направления в скобках для X, -X достоверны для PC TURN 50/55, т.к. в данных станках инструмент находится перед осью вращения.
| Система координат Координата X измеряется в направлении поперечного суппорта, координата Z в направлении продольного суппорта. Координатное перемещение в отрицательном направлении описывает движение системы инструмента к детали, Задание положительного направления – от детали. Система координат с абсолютным программированием Начало системы координат лежит в точке нуля станка " M" или при использовании сдвига нуля, в точке нуля детали " W". Все заданные точки описываются относительно начала системы координат указанием соответствующих расстояний по осям X и Z. Размеры X программируются как диаметр (аналогично размерам на чертеже). Система координат для программирования в приращениях Начало системы координат лежит в базовой точке установки инструмента " N" или на вершине инструмента (после вызова инструмента). При программировании в приращениях, описываются фактические траектории инструмента (от точки к точке). X программируется как радиус. |
 Направления коррекции на длину инструментов
Направления коррекции на длину инструментов
 Радиус режущей кромки R
Радиус режущей кромки R
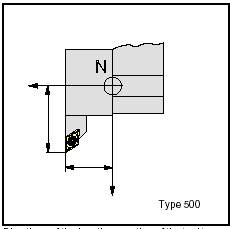
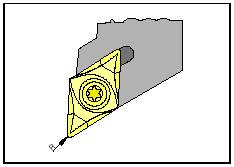
| Данные инструмента Цель вычисления данных инструмента: Система управления использует вершину инструмента или центральную точку инструмента для выполнения позиционирования, вместо базовой точки инструмента. Каждый инструмент, который используется при выполнении обработки, должен быть измерен. Очень важной измерение расстояния от вершины резца до базовой точки установки инструмента " N". В журнале данных инструмента, сохраняются измеренные данные длины инструмента, позиции инструмента и радиуса инструмента. Коррекции на длину инструмента можно измерять в полуавтоматическом режиме, позиция инструмента и радиусы инструмента следует вводить вручную. Позиция инструмента должна быть введена обязательно! Указание радиуса инструмента необходимо только при использовании коррекции на радиус фрезы для данного инструмента! Размерная привязка инструмента для Типа 500 выполняется: L1: в направлении X в абсолютных значениях от точки " N" в радиусе L2: в направлении Z в абсолютных значениях от точки " N" R: радиус фрезы Тип инструмента: позиция инструмента (1-9) |
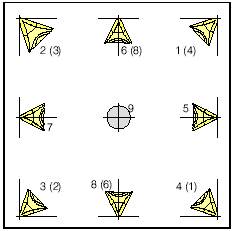 Позиция режущей кромки
Позиция режущей кромки
| Позиция инструмента (тип инструмента) Для определения типа инструмента, следует смотреть на инструмент с точки зрения его зажима в станке. Для станков с инструментом под (перед) центром вращения (например, PC TURN 50/55), следует использовать значения в скобках, вследствие изменения направления +X. |
 Тип 100 Тип 100
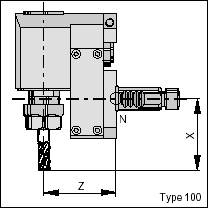

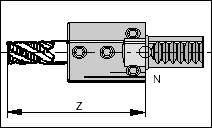
| Размерная привязка инструмента для Типа 100 / 200 для: |
| Эффект | |
| G17 | длина 1 по Z длина 3 по X |
| G18 | длина 2 по X длина 3 по Z |
| G19 | длина 1 по X длина 2 по Z |