Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
токарных станков и управление ими.
|
|
Тема: Устройство
Для получения деталей, имеющих форму тел вращения, их обрабатывают точением на токарных станках.Отечественная промышленность выпускает центровые, лобовые и бесцентровые токарные станки.
На центровых станках обрабатывают длинные детали относительно небольшого диаметра. Заготовку закрепляют между центрами передней и задней бабки.
На лобовых станках обрабатывают плоские детали значительных размеров, закрепляя их на планшайбе передней бабки; задняя бабка отсутствует.
Бесцентровые (круглопалочные) станки служат для изготовления деталей цилиндрической и конической формы. Режущий инструмент станка - полая ножевая головка, в которой режущие кромки ножей направлены внутрь. Обрабатываемая заготовка подается вдоль оси вращения головки.
Основной частью токарного деревообрабатывающего станка модели СТД-120М (рис. 1) является станина 6 с направляющими, которая устанавливается на двух опорных лапах 5. На ней размещены передняя 7 и задняя 13 бабки, подручник 11 с держателем. Рабочие механизмы образуют зону резания (рабочее пространство), закрытую ограждением со смотровым экраном 12.
Опорные лапы 5 станины 6 прикреплены к специальной деревянной платформе 1, в левой части которой находится электромеханический привод станка, состоящий из электродвигателя 2, укрепленного на валу двухступенчатого шкива, клинового ремня и второго двухступенчатого шкива, укрепленного на шпинделе передней бабки токарного станка.
Изменение скорости вращения шпинделя производится путем переброски ремня привода с одного ручья шкивов на другой. Привод станка закрыт предохранительным кожухом, который запирается с помощью винта 3.
Управление станка осуществляется кнопочным блоком 8, расположенным на передней бабке 7; здесь же укреплена лампа местного освещения 9.
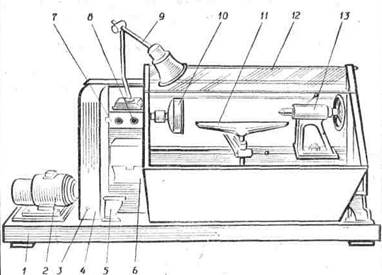
Рис.1. Токарный станок модели СТД-120М:
1 - платформа; 2 - электродвигатель; 3 - винт; 4 - защитный кожух; 5 - опорные лапы; 6 - станина; 7 - передняя бабка; 8 - кнопочный блок; 9 - лампа местного освещения; 10 - патрон; 11 - подручник; 12 - прозрачный экран; 13 – задняя бабка.
Для крепления заготовок служат сменные шпиндельные насадки: корпус с центральной вилкой (трезубец), патрон, планшайба (рис.2).
В патроне крепят короткие заготовки при вытачивании внутренних выемок, в планшайбе - заготовки большого диаметра.
Защитное ограждение привода сблокировано с электродвигателем таким образом, что при открывании крышки происходит отключение питания электродвигателя.
Зона резания оборудована предохранительным ограждением - приемником,
служащим для защиты работающего от отлетающих стружек, снижения концентрации пыли и сбора отходов резания. Ограждение состоит из металлического корпуса, прозрачного смотрового экрана и мягкого экрана из брезентовой ткани. Смотровой экран при необходимости можно откинуть. К станку подключается пылеулавливающая установка.
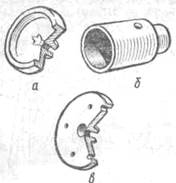
Рис.2 Шпиндельные насадки:
а – трезебец; б – патрон; в – планшайба.
Опорой режущего инструмента служит подручник11 с кареткой, с помощью которой он крепится к станине. Каретка с подручником может свободно перемещаться вправо и влево, вперед и назад, а сам подручник - вверх, вниз и поворачиваться вокруг вертикальной оси.
Можно выделить следующие виды точения: обтачивание цилиндрических, конических и фасонных поверхностей; обтачивание и подрезание торцовых поверхностей; отрезание; растачивание цилиндрических, конических и фасонных отверстий.
Обтачивание и растачивание разделяют на черновое и чистовое. При черновом обтачивании и растачивании снимается значительный слой древесины, а обработанная поверхность часто получается неровной и шероховатой. Чистовое обтачивание и растачивание применяют для отделочной обработки деталей. Ровность поверхности в этом случае выше, чем при черновом точении.
При точении заготовке сообщается главное движение (движение резания), инструменту - движение подачи. Движение подачи направлено вдоль оси заготовки при осевом (продольном) точении, к центру заготовки при радиальном точении и перпендикулярно торцу детали при лобовом точении.
Режущим инструментом, токарных станков являются токарные резцы: ручные (для работы на станках с подручником) и суппортные (для работы на станках с механической подачей).
Конструкция и форма режущих кромок резцов зависят от вида и требуемого качества обработки, конструктивных особенностей деталей и др.
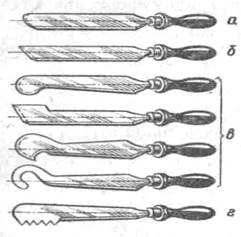
Рис. 3. Токарные резцы для работы по дереву:
а - полукруглая стамеска; б - косая
стамеска; в - крючки для фасонных
работ; г - резьбовой резец.
Для чернового (грубого) точения применяют полукруглые стамески (рис. 3, а) шириной от 6 до 50 мм. Их затачивают полуовалом с выпуклой стороны, угол заточки - 25—30°. Такие стамески служат для точения полукруглых или овальных выточек с внешней стороны цилиндров.
Чистовое точение наружных поверхностей, подрезание торцов, уступов выполняют косой стамеской (косяком) (рис. 3, б). Косяк затачивают с двух сторон под углом 20-40 °. При точении древесины мягких пород работают той стороной стамески, которая имеет меньший угол заточки, и наоборот. Лезвие стамески образуется пересечением двух плоскостей фасок, угол скоса лезвия – 70-75°.
Для обработки внутренних полостей деталей применяют резцы, имеющие различную форму режущей части: расточные (рис.3, в), фасонные, резьбовые (рис. 3, г.) Расточные резцы (крючки) служат для чернового и чистового растачивания внутренних цилиндрических поверхностей, торцевания дна внутренних полостей, вытачивания плавных переходов от дна к стенке (галтелей), получения выточек.
Приемы управления работой станка включают: пуск и остановку станка, изменение режимов резания, умение пользоваться различными приспособлениями.
Перед включением станка необходимо убедиться в том, что его корпус надежно заземлен, пусковая коробка не имеет повреждений и посторонние предметы не мешают вращению шпиндельной насадки или обрабатываемой детали.
Необходимый режим резания устанавливают, изменяя скорости вращения шпинделя, подачу и глубину резания. Причем в станках с подручником подачу и глубину резания можно изменять не только при настройке станка, но и в процессе работы в зависимости от условий резания, диаметра заготовок, формы деталей и др.
Вопросы
1. Какие виды обработки древесины выполняют на токарных станках? Что такое операция точения?
2. Как устроен токарный станок СТД-120М, каковы его назначение и принцип работы отдельных конструктивных частей и механизмов?
3. Какие инструменты служат для различных видов точения? В чем их различие?
4. Как можно изменить скорость вращения шпинделя станка СТД-120М?
5. Для чего нужны шпиндельные насадки?