Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обработка плоских поверхностей фрезерованием
|
|
При фрезеровании поверхность обрабатывается не однолезвийным инструментом — резцом, как при строгании, а многолезвийным вращающимся инструментом — фрезой. Подача осуществляется путем перемещения обрабатываемой детали, закрепленной на столе станка. Фреза получает вращение от шпинделя станка.
Плоские поверхности можно фрезеровать торцовыми и цилиндрическими фрезами. Фрезерование торцовыми фрезами более производительно, чем цилиндрическими. Это объясняется тем, что при торцовом фрезеровании происходит одновременное резание металла несколькими зубьями, причем возможно применение фрез большого диаметра с большим числом зубьев.
Фрезерование цилиндрическими фрезами производится двумя способами. Первый способ — встречное фрезерование (рис. 2, а), когда вращение фрезы направлено против подачи; второй способ — попутное фрезерование (рис. 2, б), когда направление вращения фрезы совпадает с направлением подачи.
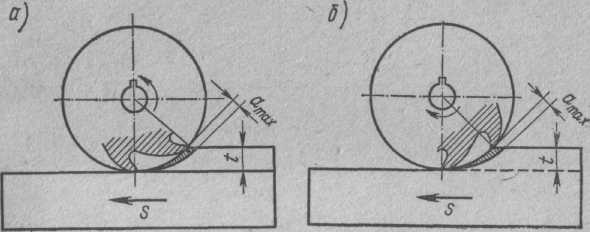
Рис. 2. Схемы фрезерования: a — встречное; б — попутное
При первом способе фрезерования толщина стружки постепенно увеличивается при резании металла каждым зубом фрезы, достигая величины атах. Перед началом резания происходит небольшое проскальзывание режущей кромки зуба по поверхности резания, что вызывает наклеп обработанной поверхности и затупляет зубья.
При втором способе фрезерования толщина стружки постепенно уменьшаеся. Производительность может быть больше и качество обработанной поверхности лучше, чем при первом, но при втором фрезерования зуб фрезы захватывает металл сразу на полную глубину резания и, таким образом, резание происходит с ударами. Ввиду этого второй способ фрезерования можно применять только для работы на станках с большой жесткостью конструкции и устройством для устранения зазоров в механизмах подачи. По этой причин первый способ фрезерования применяется чаще, чем второй.
Фрезерные станки разделяются на следующие виды: 1) горизонтально-фрезерные, 2) вертикально-фрезерные, 3) универсально - фрезерныe, 4) продольно-фрезерные, 5) карусельно - фрезерцые, 6) барабанно - фрезерные и 7) специальные.
Фрезерные станки первых трех видов являются станками общего назначения и применяются во всех видах производства; остальные относятся к высокопроизводительным и применяются в серийном, преимущественно крупносерийном и массовом производстве. На горизонтально-фрезерных и вертикально-фрезерных станках можно устанавливать на стол станка 3 одну деталь 1 или несколько деталей рядами, обрабатывая их одновременно или последовательно (рис. 3) фрезами 2, закрепленными в приспособлении 4
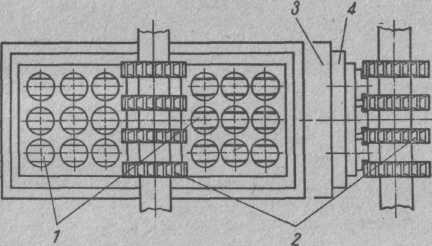
Рис. 3. Фрезерование деталей, установленных рядами: 1 — обрабатываемые детали; 2 — набор фрез; 3 — стол станка; 4 — приспособление.

Рис. 4. Производительные методы фрезерования:
1 и 2 — обрабатываемые детали; 3 — стол станка; 4 — поворотный стол
На рис. 4, а показано фрезерование деталей торцовой фрезой на вертикально-фрезерном станке так называемым методом маятниковой подачи (подача в обе стороны); при этом вспомогательное время затрачивается только на передвижение стола 3 на длину расстояния между деталями. Применение этого метода может значительно повысить производительность станка. Универсально-фрезерные станки в отличие от горизонтально-фрезерных имеют поворотный стол, которому можно придавать положение в горизонтальной плоскости под углом к оси шпинделя. Это дает возможность фрезеровать винтовые поверхности при использовании универсальной делительной головки.
Продольно-фрезерные станки бывают с горизонтальными и вертикальными шпинделями в различном сочетании: с одним горизонтальным или с одним вертикальным шпинделем; с двумя горизонтальными; с двумя горизонтальными и одним вертикальным; с двумя горизонтальными и двумя вертикальными. Такие станки бывают больших размеров (с ходом стола до 8 м, а иногда и более); их применяют для обработки крупных деталей — одновременно с двух или трех сторон.
На рис. 4, показано высокопроизводительное фрезерование на продольно-фрезерном (а) и горизонтально-фрезерном (б) станках с применением поворотного стола 4, благодаря которому смена обработанных деталей 1, 2 производится во время фрезерования; вспомогательное время затрачивается только на обратный отвод стола и поворот его, что не превышает 0, 2—0, 5 минуты на две детали.
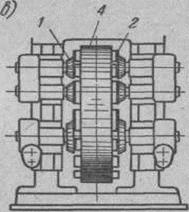
Карусельно-фрезерные станки имеют круглые вращающиеся столы большого диаметра и один (рис. 5, а) или два (рис. 5, б) вертикально расположенных шпинделя.

| 
|
Рис. 5. Примеры фрезерования деталей на фрезерных станках.
карусельно-фрезерном с одним шпинделем; б — шпинделями; барабанно-фрезерном; 1 — фрезы; 2 — обрабатываемые детали; 3 — стол станка; 4 — барабан.
На этих станках обрабатываются плоские поверхности торцовыми фрезами. Детали устанавливают для обработки и снимают их по окончании обработки во время вращения стола; таким образом, детали обрабатываются непрерывно. Если на станке два шпинделя, то одним шпинделем производится черновая обработка, другим — чистовая (рис. 5, б). Такие станки применяют в крупносерийном и массовом производствах. -Барабанно-фрезерные станки служат для обработки параллельных плоскостей детали одновременно с двух сторон (рис. 5, в). Детали подлежащие обработке, устанавливают на барабан 4, который вращается внутри станины, имеющей портальную форму. Фрезы 1 помещены на расположенных с двух сторон четырехшпиндельных бабках, с каждой стороны по две. Одна фреза с каждой стороны производит черновое фрезерование, другая — чистовое. Нa этих станках детали устанавливают и снимают на ходу станка, таким образом, фрезерование идет непрерывно. Такие станки отличаются большой производительностью и применяются в крупносерийном и массовом производстве.
Фрезерные полуавтоматы и автоматы широко применяются в массовом производстве для фрезерования деталей малых размеров. Основное время при цилиндрическом и торцовом фрезеровании определяется по формуле:
 или
или  , мин,
, мин,
где  - расчетная длина обработки фрезой в мм; i — число ходов; - подача в мм/мин; s2 — подача на зуб фрезы в мм; z — число
- расчетная длина обработки фрезой в мм; i — число ходов; - подача в мм/мин; s2 — подача на зуб фрезы в мм; z — число
зубьев фрезы; п — число оборотов фрезы в минуту.
Величина врезания фрезы  для цилиндрического фрезерования определяется (рис. 6 а) по формуле:
для цилиндрического фрезерования определяется (рис. 6 а) по формуле:
 , мм,
, мм,
где t — глубина фрезерования в мм; D — диаметр фрезы в мм.
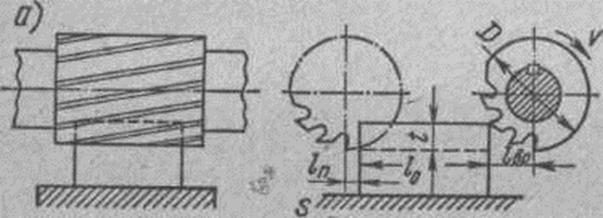
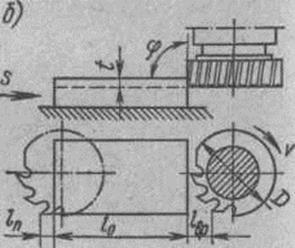
Рис. 6. Схемы фрезерования:
а — цилиндрической фрезой; б — торцовой фрезой
Для торцового симметричного фрезерования (рис. 6, б) величина врезания фрезы равна:

 , мм,
, мм,
где b — ширина фрезерования в мм;  — главный угол фрезы в плане.
— главный угол фрезы в плане.
Перебег фрезы п принимается равным 2—5 мм в зависимости от диаметра фрезы.
Основное время для фрезерования с круговой подачей стола определяется:  , мин. В крупносерийном и массовом производстве
, мин. В крупносерийном и массовом производстве  =l.
=l.