Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Вибір та характеристика обладнання для проведення контролю якості
|
|
Вибір та обґрунтування методів контролю якості зварної конструкції
Контроль якості зварних з'єднань балона, виконує організація, що виробляє їх. Для цього використовуємо більшість з відомих методів контролю: зовнішнім оглядом і виміром, пневматичні випробування та інші види контролю, передбачені технічною документацією на даний виріб.
Візуальному і вимірювальному контролю підлягають всі зварні з’єднання посудин та їх елементів з метою виявлення в них таких дефектів:
1. тріщин всіх видів і напрямів;
2. свищів і пористості зовнішньої поверхні шва;
3. підрізів;
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ХМК 2.050401.008 ПЗ |
5. зміщень і спільного відведення кромок зварювальних елементів;
6. непрямолінійностей з’єднуваних елементів;
7. невідповідності форми і розмірів швів вимогам технічної документації.
Наступний метод контролю, для перевірки зварних швів є радіаційний.
Радіаційний контроль застосовуємо для виявлення у зварних з’єднаннях тріщин, не проварів, пор тріщин, шлакових, вольфрамових, і окисних включень. Цей тип контролю також застосовується для виявлення пропалів, підрізів.
Для виявлення тріщин у зварних швах, які не були знайденні, застосовуємо пневматичний метод контролю. Цим методом перевіряємо конструкцію на міцність, так як наша конструкція призначена для роботи під високим тиском.
Вибір та характеристика обладнання для проведення контролю якості
До неруйнівних методи перевірки якості зварного шва використовуюємо комплект візуально-оптичного контролю.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ХМК 2.050401.008 ПЗ |
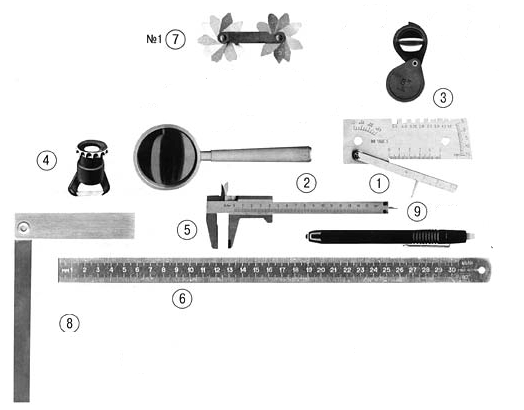
Рисунок 2- Комплект візуально-оптичного контролю
1.Універсальний шаблон зварювальника УШС-3
2. Лупа ЛП-3 (триразова) для перегляду деталей, дрібних предметів.
3. Лупа ЛП-6 (шестиразова) для перегляду деталей, дрібних предметів та інш.
4. Лупа вимірювальна-10 (десятиразова) для вимірювання лінійних розмірів плоских предметів за допомогою шкали, виконаної на скляній пластині.
5. Штангенциркуль ШЦ-1-125-0, 1 з глибиноміром.
6. Лінійка металева Л-300.
7.Набір радіусних шаблонів для оцінки радіусів увігнутих поверхонь (R=1...6мм).
8. Кутник металевий 150х100 мм-90.
9. Мініатюрний ліхтарик.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ХМК 2.050401.008 ПЗ |
Універсальний шаблон зварювальника УШС-3 призначений для контролю елементів оброблення під зварний шов, електродів та елементів зварного шва.
На другому етапі контролі (текучій) якості не використовуємо обладнання, тому що конструкція зварюється автоматичним зварюванням, на універсальній установці. Так як ми не використовуємо обладнання, контроль включає візуальне спостереження за процесом плавлення металу і формування шва, контроль стабільності параметрів режиму і працездатності устаткування. Контролюються стійкість горіння дуги і стабільність захисту окиснення. При зварюванні конструкції використовуємо систему автоматичного управління і регулювання режимів за допомогою датчиків автоматичного контролю, вбудоване у зварювальне устаткування. Яке контролює режими зварювання, а саме силу зварювального струму, напруга на дузі, питомі витрати захисного газу, виліт електроду.
Після зварювання конструкцію перевіряють зовнішнім оглядом використовуючи універсальний шаблон зварювальника УШС-3, Лупа ЛП-3, Лупа ЛП-6, Лупа вимірювальна-10, Штангенциркуль ШЦ-1-125-0, 1 з глибиноміром, Лінійка металева Л-300, мініатюрний ліхтарик, та використовуємо:



Рисунок 3- комплект візуально контролю
1. Набір радіусних шаблонів для оцінки радіусів випуклих поверхонь
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ХМК 2.050401.008 ПЗ |
2.Набір щупів для контролю зазорів (0.1...1мм).
3. Оглядове дзеркало (поворотне) L=140 мм.
Адляя скритих об’эктыв- внутрышных використовуэмо Ендоскоп технічний xDevice Циклоп-2М.

Рисунок 4- Ендоскоп технічний xDevice Циклоп-2М
Ендоскоп призначений для огляду прихованих порожнин і дослідження важкодоступних місць, з можливістю відео та фото фіксації отриманої інформації. Одна з особливостей - сама камера і монітор можуть знаходитися на відстані один від одного, зображення з камери на монітор передається по бездротовому каналу. Гнучкий шланг і подовжувач йде в комплекті з різними насадками: дзеркало, магніт, гак.
Таблиця 3-Технічна характеристика
| Камера GB8802 | |
| Датчик зображення | CMOS |
| Кількість пікселів | 704 * 576 (PAL); 712 * 486 (NTSC) |
| Кут горизонтального огляду | 50 ° |
| Частота передачі | 2468MHz |
Продовження таблиці 3
| Камера GB8802 | |
| Мінімальна освітленість | 0 Lux |
| Живлення | 4 x AA батареї |
| Водонепроникність | IP67 |
| Розміри | 186 x 145 x 41 (Без гнучкого шланга) |
| Вага, г | |
| Монітор GB7307 | |
| Тип монітора | 3.5 дюйма ЖК |
| Кількість робочих пікселів | 320х240 |
| Відеосистема | PAL / NTSC |
| Частота передачі сигналу | 2414MHz, 2432MHz, 2450MHz, 2468MHz |
| Споживана енергія | 500mA |
| Час зарядки, год | |
| Автономний час роботи, год | |
| Дозвіл Фото / Відео | 640 x 480 |
| Розмір відео, Мб / хв | |
| Макс. частота кадрів запису, кадрів / сек | |
| Розміри, мм | 100 x 70 x 25 |
| Вага, г | |
| Робоча температура, °C | -10 + 50 |
| Робоча вологість | 15% ~ 85% |
Змн.
Арк.
№ докум.
Підпис
Дата
Арк.
ХМК 2.050401.008 ПЗ
Також до не руйнівного методи перевірки якості зварного шва використовуємо просвічування зварних швів. Для того щоб визначити внутрішні дефекти які - тріщини, непровари, пори, шлакові включення. Тому для цього нам необхідний апарат РУП-150-10-1. Який призначений для просвічування матеріалів в умовах лабораторії, цеху, будівельного майданчика і в польових умовах для контролю трубопроводів.

Змн.
Арк.
№ докум.
Підпис
Дата
Арк.
Рисунок 5- Пересувний рентгенівський промисловий апарат РУП-150-10-1 ХМК 2.050401.008 ПЗ
Пересувний рентгенівський промисловий апарат РУП-150-10-1 складається з пульта управління, генераторного пристрою і пересувного штатива з моторним приводом каретки, на якій закріплюють захисний кожух або з рентгенівською трубкою, що має винесений анод, або з острофокусной рентгенівська трубка. РУП-150-10-1 працює за схемою подвоєння з постійною напругою і заземленим позитивним плюсом високої напруги. Висока напруга від генераторного пристрою до рентгенівської трубці підводиться високовольтним кабелем.
В апараті передбачені блокування і автоматичні пристрої, що не дозволяють включати апарат або автоматично відключають його при порушенні нормального водяного охолодження трубки, коротких замикань, зниженні вакууму в трубці і скиданні навантаження.
Для перевірки зварних швів у побутового балона застосовується контроль рентгенівським випромінюванням з використанням екрану в поєднанні з телевізійним пристроєм. Тому що радіографію мі не можемо провести, із за недоступного подачі плівки у середину балона. А радіоскопія є доступним проведення контролю якості зварних швів. Чутливість цього контролю не поступається чутливості фотоконтроль (1% і більше), а продуктивність контролю дуже висока.
Таблиця 4- Технічна характеристика РУП-150-10-1.
| Параметр | РУП-150-10-1 |
| Межі регулювання високої напруги, кВ | 35-95 |
| Номінальний анодний струм, мА | |
| Споживана енергія, кВА | 3, 0 |
| Товщина просвічування металу, мм | |
| Розмір оптичного фокуса, мм | |
| Тип рентгенівської трубки | 1, 5БПВ-7-150 |
| Маса, кг |