Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Развертка
|
|
Инструменты
Сверла
Сверло – режущий инструмент для получения отверстия сверлением или увеличения его диаметра при рассверливании. В металлообработке различают сверла по конструкции и назначению: винтовые (спиральные) универсальные; для получения глубоких отверстий (одно- и двухстороннего резания); центровочные (для обработки центровых отверстий). Наиболее распространённое спиральное сверло, которое представляет собой стержень (рис. 3) с рабочей частью, имеющей режущие элементы: главные режущие кромки, вспомогательные режущие кромки (кромки-ленточки) и поперечную кромку с хвостовиком, которым сверло крепится в шпинделе станка, задней бабке или сверлильной головке. Рабочая часть сверла выполняется с равномерной обратной конусностью 0, 03 - 0, 12 мм на 100 мм длины сверла. Изготовляют также сверла специальных конструкций - без поперечной кромки, с особой заточкой, со стружкоразделительными канавками. Стандартные спиральные сверла имеют диаметр от 0, 25 до 80 мм. В зависимости от свойств обрабатываемого материала, режима резания и материала режущей части сверла применяют пять различных форм заточки режущей части (рис. 4).
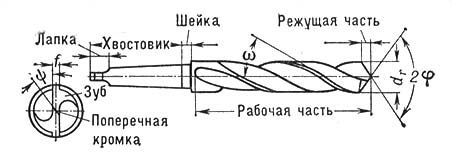
Рис. 3. Винтовое сверло по металлу.
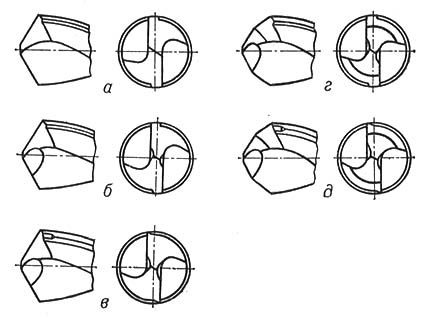
Рис. 4. Формы заточки сверла по металлу:
• одинарная или нормальная;
• одинарная с подточкой поперечной кромки;
• одинарная с подточкой поперечной кромки и ленточки;
• двойная с подточкой поперечной кромки;
• двойная с подточкой поперечной кромки и ленточки.
Развертка
Развёртка -многолезвийный металлорежущий инструмент, предназначенный для точной и чистовой обработки (развёртывания) отверстий после их предварительной обработки сверлом, зенкером или расточным резцом. Развертки могут быть машинными (применяются на станках) и ручными (применяются при слесарных работах). Развертки различают: по форме развёртываемого отверстия - цилиндрические, конические и ступенчатые; по форме зубьев - с прямыми и винтовыми зубьями; по способу закрепления - вставные (с хвостовиком) и насадные (с отверстием); по конструкции - цельные, составные (сборные), напайные, с механическим или клеевым закреплением зубьев (ножей), разжимные и плавающие. Рабочая часть развертки состоит из режущих и калибрующих зубьев. Режущие зубья остро затачивают, на калибрующих оставляют ленточку шириной 0, 1-0, 3 мм. Конец калибрующей части выполняется с обратным конусом по направлению к хвостовику для уменьшения трения развертки о стенки отверстия.
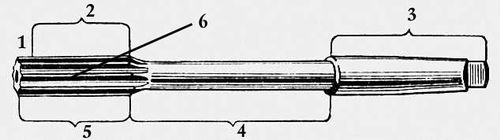
Схема развертки: 1 — режущая часть; 2 — калибрующая часть; 3 — хвостовик; 4 — шейка; 5 — рабочая часть; 6 — зуб.
Метчик
Метчик – режущий инструмент для нарезания винтовой резьбы в предварительно просверленном отверстии. Метчик представляет собой цилиндрический валик, имеющий на одном конце режущие кромки. Другой конец метчика (хвостовик) предназначен для закрепления в патроне или удержания его в воротке во время работы.
Основные типы метчиков:
· ручные;
· гаечные - для нарезания за один проход полной резьбы в сквозных отверстиях;
· машинные - для нарезания резьбы главным образом в глухих отверстиях на сверлильных станках, автоматах и специальных агрегатных станках;
· станочные - для получения резьбы в сквозных отверстиях на гайконарезных станках;
· безканавочные - для нарезания за один проход резьбы в сквозных отверстиях;
· автоматные - для нарезания резьбы в гайках на гайконарезных автоматах;
· плашечные и маточные - для нарезания резьбы и калибровки и удаления заусенцев в резьбовых отверстиях круглых плашек.
Материал для изготовления метчика - легированная инструментальная и быстрорежущая сталь.
Плашка
Плашка – резьбонарезной инструмент для нарезания наружной резьбы вручную или на металлорежущем станке (обычно за один проход). В процессе резания плашка и заготовка совершают два относительных движения: вращение вокруг продольной оси резьбы и продольную подачу (равную шагу резьбы); при этом плашка, навинчиваясь на заготовку, нарезает резьбу режущими перьями. Плашка требует принудительной подачи на 1-2 шага только при врезании, дальнейшее осевое движение может происходить самоподачей (самозатягиванием). По наружной форме плашки бывают круглые, квадратные, шестигранные, трубчатые и др. По конструкции различают цельные, разрезные и раздвижные плашки. Существуют плашки к резьбонарезным головкам и слесарным клуппам, резьба которыми нарезается за нескольких проходов. Наиболее распространена круглая плашка, имеющая, подобно гайке, центральное отверстие с резьбой, вокруг которого расположено 3-6 гладких отверстий, пересекающих центральное отверстие для образования зубьев П. и канавок для отвода стружки. Трубчатые плашки применяются на токарно-револьверных станках и автоматах, где облегчены условия выхода стружки. Скорость резания при работе плашек 2, 5-4 м/мин; низкие скорости резания обусловлены плохим теплоотводом от узких режущих перьев. Плашки изготовляются, как правило, из инструментальной стали и быстрорежущей стали.
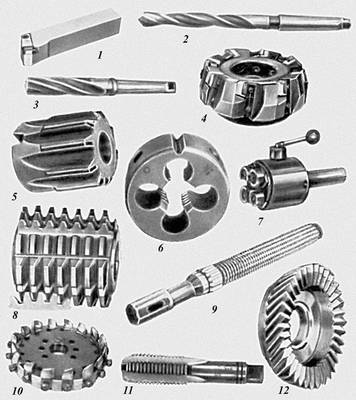
Станочный металлорежущий инструмент:
1 - с механическим креплением пластинки твёрдого сплава;
2 - винтовое сверло;
3 - зенкер с коническим хвостовиком, оснащенный твердосплавными пластинками;
4 - торцевая насадная фреза со вставными ножами, оснащенными твёрдым сплавом;
5 - машинная развёртка с твердосплавными пластинками;
6 - плашка;
7 - винторезная головка с круглыми гребёнками;
8 - червячная фреза;
9 - шлицевая протяжка;
10- резцовая головка для обработки конических колёс с круговым зубом;
11- метчик;
12- зуборезный долбяк со спиральными зубьями.
Вывод: В ходе лабораторной работы изучил токарно-винторезный станок. Ознакомился с основными методами токарной обработки и изучил классификацию резцов.
|