Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Инструменты. Для обработки заготовок применяют сверла, зенкеры, развертки, метчики, комбинированные инструменты, расточный инструмент.
|
|
Для обработки заготовок применяют сверла, зенкеры, развертки, метчики, комбинированные инструменты, расточный инструмент.
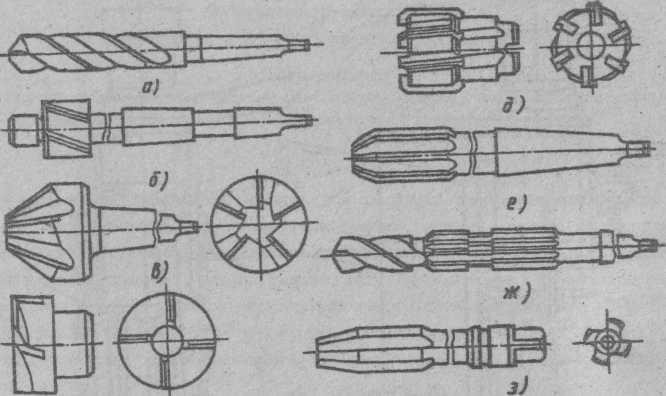
Рис. 2. Режущие инструменты для обработки отверстий на сверлильных станках
Для сверления и растачивания используют спиральные сверла (рис.2, а).Для сверления глубоких отверстий большого диаметра используют перовые сверла. Отверстия большого диаметра сверлят полыми головками для кольцевого сверления.
Зенкеры используют для обработки отверстий, предварительно полученных литьем, ковкой или сверлением. Применяют цилиндрические (рис.2, б), конические (рис.2, в) и торцовые (рис.2, г) зенкеры.
Развертки используют для окончательной обработки отверстий. Применяют цилиндрические (рис.2, д, ё) и конические развертки, цельные и со вставными ножами (рис.2, д).
В крупносерийном и массовом производстве применяют комбинированный инструмент (рис. 2, ж) позволяющий объединять несколько видов обработки.
Для нарезания внутренней резьбы используют метчики (рис.2, з), которые закрепляют в специальном патроне. [1]
Сверлением (рис. 3, а) получают сквозные и глухие цилиндрические отверстия (квалитет 12-13; Ra= 6, 3... 12, 5). Отверстия диаметром больше 30 мм в сплошном материале обычно сверлят двумя сверлами первое меньшего и второе большего диаметра в целях уменьшения осевой силы и предотвращения значительного увода сверла.
Рассверливание (рис. 3, б) спиральным сверлом выполняют для увеличения диаметра отверстия. Диаметр отверстия под рассверливание выбирают так, чтобы в работе не участвовала поперечная режущая кромка.
Зенкерование (рис. 3, в) применяют как предварительную обработку литых, штампованных или просверленных отверстий под последующее развертывание, растачивание или протягивание. Точность зенкерования 8-11-го квалитетов (при шероховатости Ra-3, 2...6, 4 мкм). Зенкерование может быть и окончательной операцией. В отличие от рассверливания зенкерование обеспечивает большую производительность и точность обработки.
Зенкованием обрабатывают цилиндрические (рис. 3, д) и конические (рис. 3, е) углубления под головки болтов и винтов. Обработку ведут зенковками спиральной конструкции. Некоторые зенковки (см. рис. 3, д) имеют направляющую часть, обеспечивающую соосность углубления и основного отверстия.
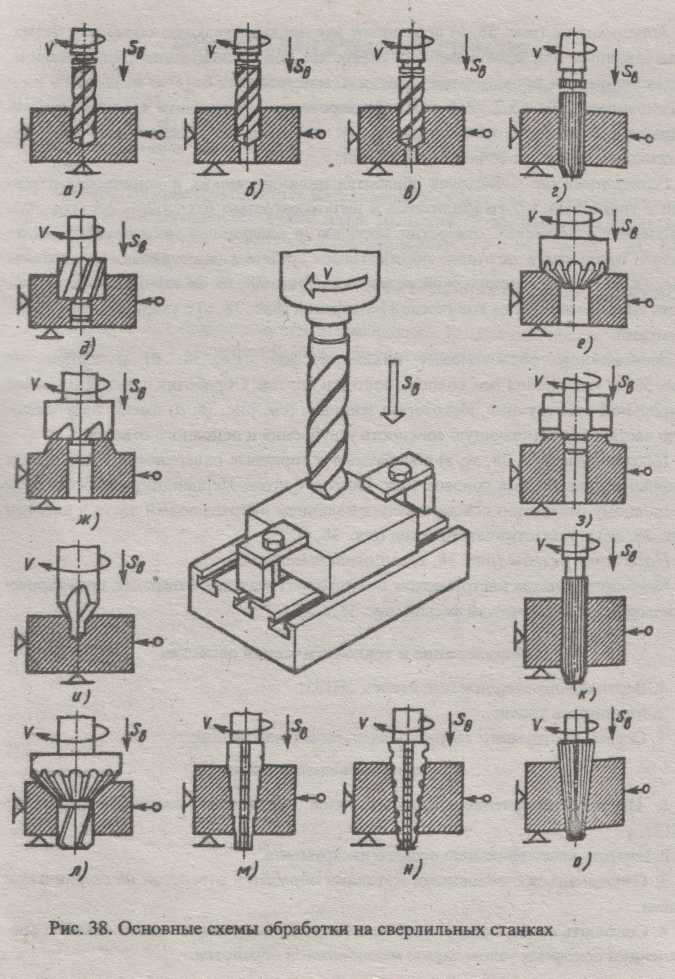
Рис.3. Основные схемы обработки на сверлильных станках
Развертывание — чистовая обработка цилиндрических и конических отверстий с точностью 5—7-го квалитетов и шероховатостью Ra = 1, 25...2, 5 мкм. Развертывание конических отверстий проводят в следующей последовательности: сначала отверстия в заготовке обрабатывают коническим ступенчатым зенкером (рис. 3, далее - конической разверткой (рис. 3, н) со стружкоразделительными канавками и затем конической разверткой (рис. 3, о) с гладкими режущими кромками.
Цекованием (рис. 3, ж, з) обрабатывают торцовые поверхности, являющиеся опорными плоскостями головок гаек, винтов, болтов. Перпендикулярность торца к основному отверстию обеспечивается наличием направляющей части у цековки (рис. 3, ж) и у пластинчатого резца (рис. 3, з).
Нарезание резьбы (рис. 3, к) выполняют метчиком.
Комбинированным инструментом получают ступенчатые отверстия, цилиндрические отверстия с конической фаской (рис. 3, и, л). [1]