Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Особливості зварювання у сумішах захисних газів.
|
|
Приклад написання домашньої контрольної роботи № 2
Особливості зварювання у сумішах захисних газів.
Відповідь
При зварюванні у середовищі захисних газів захисним середовищем служать інертні гази (аргон, гелій), активні гази (вуглекислий газ, водень, азот) і суміші газів (аргону з гелієм, аргон з киснем, вуглекислого газу з киснем та інші).
Зварювання в захисних газах відрізняється такими перевагами:
- висока продуктивність (у 2 – 3 рази більше звичайного дугового зварювання);
- можливість зварювання в будь – яких просторових положеннях;
- добрий захист зони зварювання від кисню і азоту атмосфери;
- доступність механізації і автоматизації.
де: 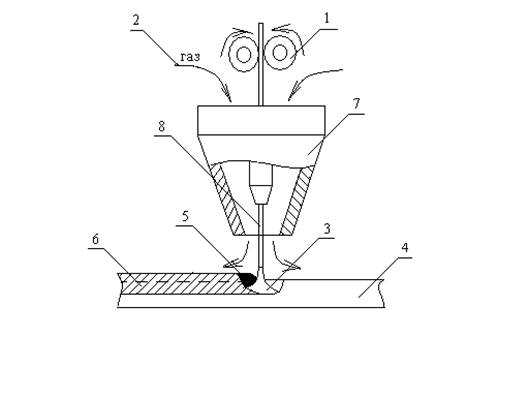
1 – механізм подачі електродного дроту;
2 – захисний газ;
3 – зварювальна дуга;
4 – зварювальний метал;
5 – зварювальна ванна;
6 – зварювальна шов;
7 – зварювальний пальник;
8 – зварювальний дріт.
Рисунок 1 – Зварювання у середовищі захисного газу
Під час зварювання плавким електродом у ролі електрода використовують зварювальний дріт (позиція 8), який подається механізмом подачі (позиція 1) у зону зварювання, також туди подається захисний газ (поз.2), який здійснює захист зони зварювання від подачі атмосферного повітря. Дуга (позиція 3) горить між зварювальним дротом (позиція 8) і кромками зварювального металу (позиція 4). Під дією тепла дуги плавляться кромки та електрод, утворюється зварювальна металева ванна (позиція 5), яка по мірі віддалення дуги кристалізується з виникненням зварювального шва (позиція 6).
Задача. Розрахувати режим газоелектричного зварювання стикового з, єднання.
Рішення.
Так як захисні гази мають високий потенціал іонізації, газоелектричне зварювання робиться тільки на постійному струмі, а для попередження підвищеного розбризкування, вигорання легуючих елементів дроту та покращення формування шва слід використовувати зворотну полярність.
До основних параметрів режиму зварювання належать:
1) рід струму і полярність;
2) тип і марка електрода;
3) діаметр електрода;
4) зварювальний струм;
5) напруга на дузі;
6) швидкість зварювання;
7) швидкість подачі електрода.
На рисунку 1 надано ескіз зварного з, єднання
 |
Q
к
.
к
де: к =8 мм;
q =1.5 мм; за ГОСТ 14771–76.
Рисунок 1 – Ескіз зварного з’єднання.
Визначаємо діаметр електродного дроту.
Диаметр электродного дроту вибираемо залежно від велечині катета шву оскільки катет шва дорівнюе 8 мм, то диаметр дроту буде дорівнювати 2 мм.
Таблиця 1 – Вибір електродного дроту
| S, К(мм) | 4-5 | 6-7 | 8-10 | ||
| dел. (мм) | 0.8 | 1, 2 | 1.6 |
2) Зварювальний струм, А, визначається за формулою:
 , (2.1)
, (2.1)
де: п – постійна, п = 3.14;
dел – діаметр електродного дроту, dел= 2 мм;
i – щільність струму А/мм2, яке залежить від dел і визначається по справочної таблиці (2.6)
Таблиця 2 – Вибір щільності струму
| dел (мм) | 0.8 | 1.2 | 1.4 | 1.6 | ||
| І А/мм2 | 180-350 | 160-310 | 140-270 | 120-230 | 90-190 | 60-150 |
Таким чином:
 А.
А.
Приймаємо Iзв= 527 А
3) Напруга на дузі, В, визначається за формулою:
 , (2.2)
, (2.2)
де: Iзв – зварювальний струм, А;
dел – діаметр електродного дроту.
Таким чином:
 В.
В.
Приймаємо Uд=34 В.
4) Швидкість подачі електродного дроту, м/г, визначається за формулою:
 , (2.3)
, (2.3)
де α н – коефіцієнт наплавленого металу складає 16 г\А х год, (14–20) г\А год;
γ – питома вага 7, 85 г\см3;
0.95 – коефіцієнт на розбризкування, у газових сумішах, СО2+О2, розбризкування зменшується.
Таким чином:
 м/год.
м/год.
5) Швидкість зварювання, м/г, визначається за формулою:
 , (2.4)
, (2.4)
де: Fн – площина поперечного перетину;
Площина поперечного перетину, мм2, визначається за формулою:
 , (2.5)
, (2.5)
де к – катет шва.
Таким чином:
 мм2.
мм2.
Приймаємо Fн= 44, 6 мм2
Швидкість зварювання дорівнює:
 м/г. (2.6)
м/г. (2.6)
Приймаємо Vзв= 14, 4 м/г.
6) Витрати захисного газу, л/год, визначається за таблицею (2.7) в залежності від діаметру електродного дроту.
Таблиця 3 – Розхід захисного газу
| dел (мм) | 0.8 | 1.2 | 1.4 | 1.6 | ||
| Л/Г | 6-9 | 8-11 | 10-13 | 12-15 | 14-18 | 18-22 |
Так як зварювальний дріт d =1.6 мм розхід QСО2 = 18-22 літрів за годину.
Приймаємо 20 літрів.