Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Лучшее качество сварки обеспечивается трапецеидальной либо треугольной формой импульса с крутым передним и пологим задним фронтом.
|
|
Характерной особенностью сварного соединения, выполненного импульсной лазерной сваркой, является малое сечение шва, то есть малый размер литой зоны. В сочетании с кратковременностью воздействия импульса это приводит к высоким скоростям охлаждения шва и околошовной зоны. Скорости охлаждения в литой зоне составляют 10-5 - 10-6 К/с.
При лазерной сварке деталей малых толщин получают следующие виды соединений: сварка толстого и тонкого материала (лазерный луч смещен в сторону толстого материала), тавровое соединение тонкой детали с массивной (где требуется технологическая отбортовка), приварка тонкой ленты к массивной детали.
Детали малой толщины можно сваривать также газовыми и твердотельными лазерами непрерывного действия мощностью до 1 кВ-А. Лучше всего формируется шов при стыковом соединении тонких деталей. Однако при сборке таких соединений под лазерную сварку предъявляются более жесткие требования: должен быть обеспечен минимальный и равномерный зазор в стыке и практически полное отсутствие смещения кромок.
Сложнее формируется шов при сварке деталей толщиной более 1, 0 мм с глубоким проплавлением. Как только плотность мощности лазерного излучения станет больше критической, нагрев металла будет идти со скоростью, значительно превышающей скорость отвода теплоты в основной металл за счет теплопроводности. На поверхности жидкого металла под действием реакции образуется углубление. Увеличиваясь, оно образует канал, заполненный паром и окруженный жидким металлом. Давления пара оказывается достаточно для противодействия силам гидростатического давления и поверхностного натяжения, и полость канала не заполняется жидким металлом. При некоторой скорости сварки форма канала приобретает динамическую устойчивость. На передней его стенке происходит плавление металла, на задней - затвердевание. Наличие канала способствует поглощению лазерного излучения в глубине свариваемого материала, а не только на его поверхности. Формируется так называемое " кинжальное проплавление". При этом образуется узкий шов с большим соотношением глубины проплавления к ширине шва.
Оборудование для лазерной обработки вообще и для сварки в частности (рис. 1) включает в себя следующие основные элементы: источник когерентного излучения – технологический лазер; систему транспортировки, отклонения и фокусировки излучения; систему наблюдения; систему газовой защиты изделия; оснастку для крепления и перемещения изделия; средства контроля параметров процесса.
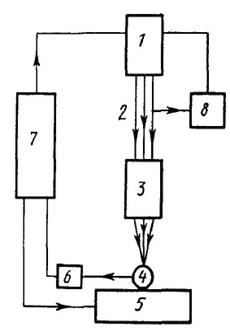
Рис. 1. Схема лазерной сварочной установки: 1 – технологический лазер; 2 – лазерное излучение; 3 – оптическая система; 4 – обрабатываемая деталь; 5 – устройство для закрепления и перемещения детали; 6 – датчики параметров технологического процесса; 7 – программное устройство; 8 – датчики параметров излучения