Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Анализ исходной информации
|
|
Введение
В курсе «Технология производства автомобилей и тракторов» предусматривается выполнение РГЗ. Общая формулировка темы: «Проектирование технологических процессов сборки узлов и изготовления деталей автомобиля».
Целями выполнения РГЗ являются:
¾ закрепление у студентов теоретических знаний по технологии производства автомобилей и тракторов;
¾ развитие у студентов навыков по самостоятельному проектированию рациональных технологических процессов сборки узлов и изготовления деталей автотранспортных средств;
¾ развитие у студентов навыков самостоятельной работы с научно-технической литературой.
РГЗ позволяет установить степень усвоения студентами теоретических знаний и способности применять их самостоятельно при решении конкретных практических задач.
Анализ исходной информации
Первым этапом при разработке технологического процесса является анализ исходной информации – сборочных чертежей узлов, рабочих чертежей деталей, технических требований, которые регламентируют точность, параметры шероховатости поверхности и другие требования качества. При разработке технологического процесса необходимо учитывать также объём годового выпуска изделия, определяющий возможность организации поточного производства.
Заданный автомобиль - КамАЗ – 5410 - седельный тягач с гидровыводом для работы с полуприцепом ГКБ-9572.
Общий вид приводится на рисунке 1.1, а краткие характеристики в таблице 1.1.

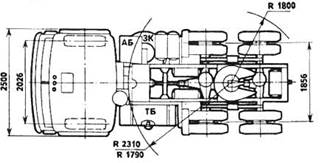
Рисунок 1.1 - Общий вид автомобиля КамАЗ-5410
Таблица 1.1
| КамАЗ-5410 | |
| Масса, приходящаяся на седельно-сцепное устройство, кг | |
| Снаряженная масса, кг | |
| В том числе: | |
| на переднюю ось | |
| на тележку | |
| Полная масса, кг | |
| В том числе: | |
| на переднюю ось | |
| на тележку | |
| Допустимая полная масса автопоезда, кг | |
| Макс, скорость автопоезда, км/ч | |
| Время разгона автопоезда до 60 км/ч, с | |
| Макс, подъем преодолеваемый автопоездом, % | |
| Выбег автопоезда с 50 км/ч, м | |
| Тормозной путь автопоезда с 60 км/ч, м | 38, 5 |
| Контрольный расход топлива автопоезда, л/ 100 км: | |
| при 60 км/ч | 32, 0 |
| при 80 км/ч | 40, 4 |
| Радиус поворота, м: | |
| по внешнему колесу | 7, 7 |
| габаритный | 8, 5 |
| Давление в шинах, кгс/см. кв.: | |
| передних | 6, 5 |
| задних | 4, 3 |
Задняя подвеска- (рис.1.2) балансирная, на двух полуэллиптических рессорах. Рессоры средней части прикреплены стремянками к башмаку рессоры. Концы рессор установлены в опорах. При прогибе рессор концы их скользят в опорах. При ходе мостов вниз рессоры удерживаются в упорах пальцами, зафиксированными от осевых перемещений шплинтами и шайбами. Для ограничения хода мостов вверх и смягчения их ударов о раму на лонжеронах установлены буферы.
Толкающие усилия и реактивные моменты передаются на раму шестью реактивными штангами 4. Шарниры реактивных штанг самоподвижные.
Балансирное устройство автомобилей КамАЗ-5410 состоит из двух осей запрессованных в кронштейны, и башмаков с запрессованными в них втулками из антифрикционного материала. Кронштейны балансирного устройства соединены стяжкой и закреплены шпильками на кронштейнах задней подвески, которые в свою очередь крепятся болтами к лонжеронам рамы. В крышке имеется отверстие с пробкой для заливки масла.
Для предотвращения вытекания смазки в башмаках установлены резиновые армированные манжеты, а для защиты уплотнений от грязи- уплотнительные кольца. Башмаки закреплены на осях разрезными гайками, стянутыми болтами.

Рисунок 1.2 – Задняя подвеска:
1- буфер задней рессоры; 2- рычаг реактивный; 3- рессора; 4- штанга реактивная; 5- гайка; 6- накладка рессоры; 7- стремянка рессоры; 8- палец опоры рессоры; 9- шпильки; 10- втулка разжимания; 11- опора рессоры; 12- задний мост; 13- кронштейн задней реактивной штанги; 14- мост промежуточный.
Одним из факторов, существенно влияющих на характер технологических процессов, является технологичность конструкции изделия и соответствующих его деталей.
Принцип технологичности конструкции состоит в том, что при конструировании отдельных деталей необходимо достичь удовлетворения не только эксплуатационных требований, но также и требований наиболее рационального и экономического изготовления изделия.
Чем меньше трудоемкость и себестоимость изготовления изделия, тем более оно технологично. Таким образом, основными критериями оценки технологичности конструкции являются трудоемкость и себестоимость изготовления.
Технологичность конструкции изделия должна отвечать также и требованиям сборки и эксплуатации. Основными требованиями сборки являются: обеспечение возможности сборки без пригоночных работ (или при наименьшем их количестве), создание возможности независимой сборки узлов изделия, наименьшее количество деталей, наиболее высокий уровень взаимозаменяемости, стандартизации, унификации и нормализации сборочных единиц и их изделий, наличие удобных сборочных баз, исключение необходимости разборок при регулировках и др.
Технологичная конструкция задней подвески и ее деталей должна предусматривать:
а) максимально широкое использование унифицированных сборочных единиц, стандартизованных и нормализованных деталей и элементов деталей;
б) возможно меньшее количество деталей оригинальной, сложной конструкции и различных наименований и возможно большую повторность одноименных деталей;
в) создание деталей наиболее рациональной формы с легкодоступными для обработки поверхностями и достаточной жесткости с целью уменьшения трудоемкости и себестоимости механической обработки деталей и изготовления всего изделия (необходимая жесткость деталей позволяет обрабатывать их на станках с наиболее производительными режимами резания);
г) наличие на деталях удобных базирующих поверхностей или возможность создания вспомогательных (технологических) баз в виде бобышек, поясков и т. д.;
д) наиболее рациональный способ получения заготовок для деталей (отливок, штамповок, из проката) с размерами и формами, возможно более близкими к готовым деталям, т. е. обеспечивающими наиболее высокий коэффициент использования материала и наименьшую трудоемкость механической обработки;
е) полное устранение или возможно меньшее применение слесарно-пригоночных работ при сборке путем изготовления взаимозаменяемых деталей, применения деталей-компенсаторов и механизации сборочных работ;
ж) упрощение сборки и возможность выполнения параллельной во времени и пространстве сборки отдельных сборочных единиц и изделия в целом.