Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Практическая работа 1. Изучение концевых мер длина. Измерение линейных размеров. Измерение угловых размеров
|
|
Цель работы – освоить методику проведения измерений средствами, широко используемыми в условиях производства и с их помощью провести контроль типовой детали.
Для выполнения работы необходимо знать: основные понятия в области метрологии, технических измерений, контроля; уметь: снять отсчет показаний инструмента, определить действительное значение размера, сделать вывод о годности детали по заданному размеру.
Контрольные вопросы:
1) понятие о метрологии, технических измерениях, контроле;
2) средства измерений;
3) методы измерений;
4) основные параметры средств измерений;
5) эталоны и меры;
6) измерительные инструменты;
7) отсчет по нониусу;
8) условие годности детали по заданному размеру.
Средства измерений
Мера
Проверка, т.е. определение действительной погрешности, выданного измерительного инструмента - штангенциркуля или микрометра, выполняется применением плоскопараллельных концевых мер длины, из которых составляются образцовые размеры (М). Образцовые размеры (М) могут быть размером одной меры или блока мер, составляемых из отдельных мер.
Пример. Выданы меры: 1, 05; 3, 5; 7, 0.
Необходимо составить образцовые размеры (М) для поверки измерительного инструмента.
Возможно несколько вариантов: а) 1, 05; 4, 55(1, 05+3, 5); 8, 05(7, 0+1, 05); 11, 55(1, 05+3, 5+7, 0); б) 1, 05; 3, 5; 7, 0; 10, 5(3, 5+7, 0) или др.
Измеренная погрешность по абсолютной величине не должна превышать допускаемую техническими условиями (ТУ) погрешность инструмента, т.е.. В случае, если инструмент не соответствует ТУ. Проведенная поверка является частью процесса сертификации средства измерения.
Штангенциркуль
Варианты, наиболее часто применяемых на производстве конструктивных исполнений штангенциркулей типа ШЦ (ГОСТ 166-89) представлены на рисунках 1, 2, 3.
Внимание! Запрещается перемещать подвижную рамку за пределы штанги во избежание потери плоской пружины.
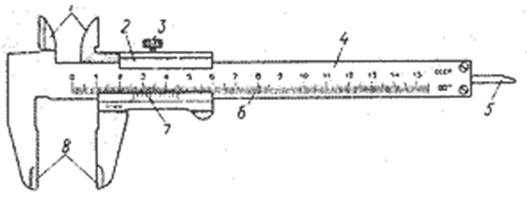
Рис. 1. Штангенциркуль ШЦ-1 с диапазоном измерения 0-125 мм и величиной отсчета 0, 1 мм. 1- губки для внутренних измерений, 2 – рамка, 3 – зажим рамки, 4– штанга, 5 – линейка глубинометра, 6 – шкала штанги, 7 – нониус, 8– губки для наружных измерений.
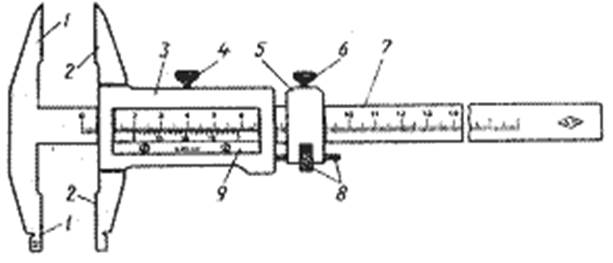
Рис. 2. Штангенциркуль ШЦ-II с диапазоном измерения 0-160 мм и величиной отсчета 0, 05 мм 1 – неподвижные измерительные губки, 2 – подвижные измерительные губки, 3 – рамки, 4 – зажим рамки, 5 – рамка микрометрической подачи, 6 – зажим рамки микрометрической подачи, 7 – штанга, 8 – гайка и винт микрометрической подачи рамки, 9 - нониус
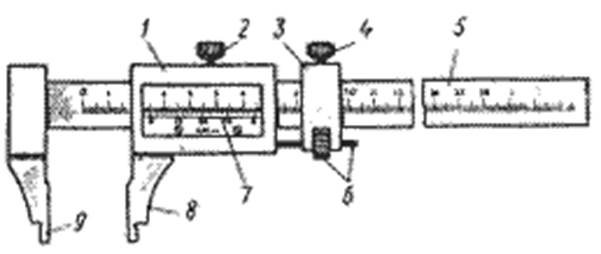
Рис. 3. Штангенциркуль ШЦ-III с диапазоном измерения 0-160 мм или 0-400 мм с величиной отсчета 0, 05 мм (выполняется с микрометрической подачей или без неё)
1 – рамка, 2 – зажимы рамки, 3 – рамка микрометрической подачи, 4 – зажим рамки микрометрической подачи, 5 – штанга, 6 – гайка и винт микрометрической подачи, 7 – нониус, 8 – губка рамки, 9 – губка штанги
Нониус
Шкала нониуса делит целое число миллиметров основной шкалы на определенное число частей на рис.4 представлена шкала нониуса с ценой деления 0, 1 мм. Длина нониуса в этом случае равна 19 мм и разделена на 10 частей. Одно деление (длина деления) нониуса равна 19: 10 = 1, 9 мм, что на 0, 1 мм меньше целого числа миллиметров.
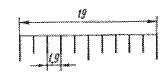
Рис. 4. Шкала нониуса с величиной отсчета 0, 1 мм
На рис. 5 представлена шкала нониуса с ценой деления 0, 05 мм. Длина конуса 39 мм разделена на 20 частей. Длина деления составляет 39: 20 = 1, 95 мм, что на 0, 05 мм меньше целого числа миллиметров.
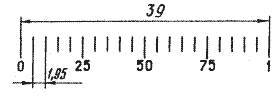
Рис. 5. Шкала нониуса с величиной отсчета 0, 05 мм
Отсчет показаний
Примеры отсчета показаний штангенинструмента с ценой деления 0, 05 мм представлены на рис. 6а, б, в., крестиком указаны штрихи нониуса, совпадающие со штрихом основной шкалы.
а б в

Рис. 6. Отсчет показаний по нониусу с ценой деления 0, 05 мм
При внутренних измерениях к показаниям штангенциркуля по основной и нониусной шкалами прибавляется толщина губок, которая указана на них. Пример измерения диаметра отверстия представлен на рис. 7.
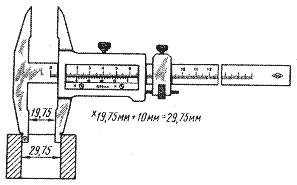
Рис. 7. Отсчет показаний при внутренних измерениях
Микрометр
Микрометры типа МК мод 102 (ГОСТ 6507-90) предназначены для наружных измерений (Рис. 8). Цена деления 0, 01 мм. Диапазоны измерений микрометров от 0 - 25 мм (МК-25) до 500 - 600 мм (МК-600). У всех микрометров перемещение подвижной пятки с микровинтом равно 25 мм. Микрометры с нижним пределом 300, 400 и 500 мм имеют сменную пятку, что позволяет увеличить диапазон измерений до 100 мм. Микрометры, начиная с М-50, с диапазоном измерения 25 - 50 мм имеют в комплекте установочные меры (Рис.8 и 9).
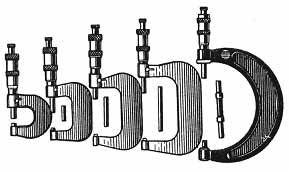
Рис. 8. Микрометры типа МК
Основные элементы микрометра показаны на рис. 9. Конструктивное исполнение некоторых элементов, например 6, 7 и 9, может быть другим, при этом их функциональное назначение не изменяется.
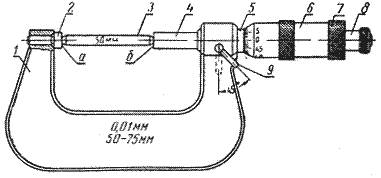
Рис. 9. Микрометр для наружных измерений:
1 – скоба; 2 – жесткая пятка; 3 – калибр (концевая мера) для уста-новки микрометра на нуль; 4 – подвижная пятка (микровинт); 5 – стебель; 6 – микрометрическая головка; 7 – установочный колпачок; 8 – трещоточное устройство; 9 – тормозное приспособление
Внимание! Запрещается применять излишнее усилие при силовом замыкании жесткой и подвижной пяток микрометра при проверке нулевого положения или проведении измерений, для этого вращение микровинта осуществлять большим и указательным пальцами руки, как показано на рис. 10.
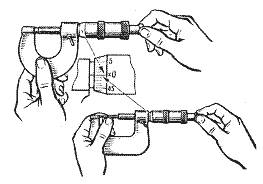
Рис. 10
Установка нулевого положения шкалы микрометра, в случае несовпадения, проводится с помощью взаимно противоположного поворота микрометрической головки 6 и установочного колпачка 7 (Рис. 9, 11) и осевого перемещения головки 6 до совпадения нуля. В некоторых конструкциях стопорение микрометрической головки осуществляется винтом.
При невозможности установки нуля, допускается принять условный нуль отсчета, например на рис. 11а и б, показаны случаи несовпадения нуля на величины + 0, 17 мм и + 0, 22 (5), в этих случаях от значений показаний вычитаются значения этих методических погрешностей инструмента. В производственных условиях такое средство измерений подлежит ремонту и поверке.
а б
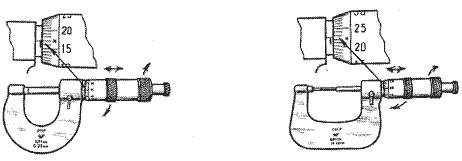
Рис. 11
Отсчет показаний
Примеры отсчета показаний микрометра представлены на рис. 12. Необходимо следить за показаниями верхней шкалы стебля, один оборот микровинта даёт перемещение пятки на 0, 5 мм.
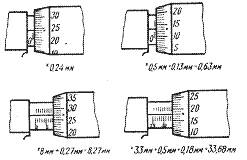
Рис. 12
Угломер
Угломер типа УН предназначен для измерения наружных и внутренних углов деталей. Цена деления равна 2 мин.
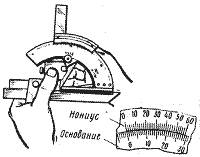
Диапазон измерения наружных углов составляет 0°-180°, внутренних 40°-180°. Размер углов больше развернутого (180°) получается как разность между 360° и измеренным углом. Конструкция угломера и его основные элементы показаны на рис. 13.
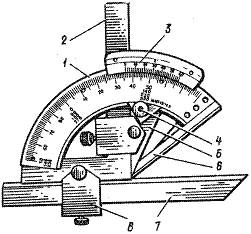
Рис. 13
1 – основание, 2 – угольник, 3 – нониус, 4 – стопор, 5 – сектор, 6 – линейка основания, 7 – съемная линейка, 8 – державка.
Построение шкал основания и нониуса представлена на рис. 14. Угол между крайними штрихами нониуса равен 29° и разделен на 30 частей, таким образом в угловых единицах длина деления составляет 29°: 30х60=58 мин, что на 2 мин меньше целого числа.
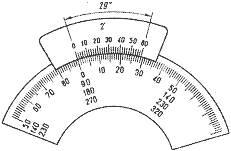
Рис. 14
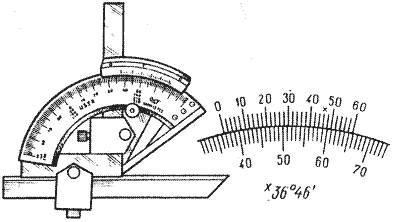
Примеры измерения углов в различных пределах и соответствующего применения приспособлений (угольник, линейка), а также отсчеты показаний, приведены на рис. 15а, б, в, г, д, е, ж, з с необходимыми пояснениями. Совпадающие штрихи отмечены крестиком.
При измерении наружных углов от 0° до 50° показания читают по правой части шкалы.
а) 0°-50°
При измерении наружных углов от 50° до 90° показания читают по левой части шкалы.
б) 50°- 90°
При измерении наружных углов от 90° до 140° к показаниям правой части шкалы прибавляют 90°.
в) 90°-140°
При измерении наружных углов от 140° до 180° к показаниям левой части шкалы прибавляют 90°.
г) 140°-180°
При измерении внутренних углов от 180° до 130° показания правой части шкалы вычитают из 180°.
д) 180°-130°
При измерении внутренних углов от 130° до 90° показания левой части шкалы вычитают из 180°.
е) 130°-90°
При измерении внутренних углов от 90° до 40° показания правой части шкалы вычитают из 90°.
ж) 90 °- 40°
При отсутствии просвета между измерительными поверхностями нулевые штрихи нониуса и основания должны совпадать.
з) 0°
Обработка результатов
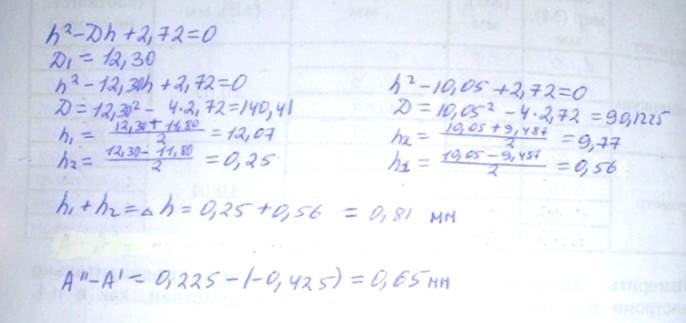
Действительные значения, т.е. полученные в результате измерений линейные или угловые величины обозначены Zr. За номинальный размер z принять ближайшее целое число. Погрешность размера вычислить по формуле, мм. За условие годности принять неравенство, где TZ – допуск размера. Допуск (Т) размера (z) определить по таблицам, исходя из заданного квалитета точности (IТ) и значения Z. Допуск угла AT'– задается преподавателем.
Пример. Результат измерения Zr = 29, 95 мм, примем Z = 30, 0 мм, тогда Z = – 0, 05 мм. Квалитет точности задан – IT9, в этом случае TZ= 52 мкм = 0, 052 мм. Условие годности выполняется.
Задание и порядок выполнения.
Оформление отчета.
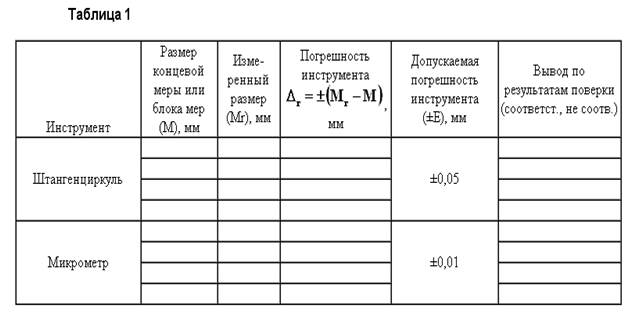
1. Измерить плоскопараллельные концевые меры длины штангенциркулем, увеличивая размер от минимального до максимального. Вычислить погрешность измерений и, сравнив ее с допускаемой, сделать вывод о результатах поверки. Результаты занести в табл. 1.
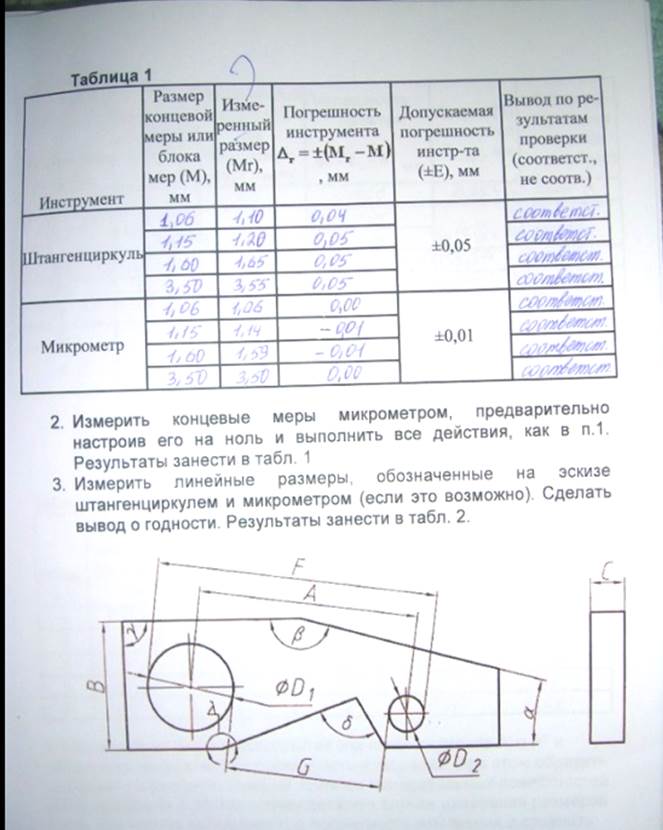
2. Измерить концевые меры микрометром, предварительно настроив его на ноль и выполнить все действия, как в п.1. Результаты занести в табл. 1.
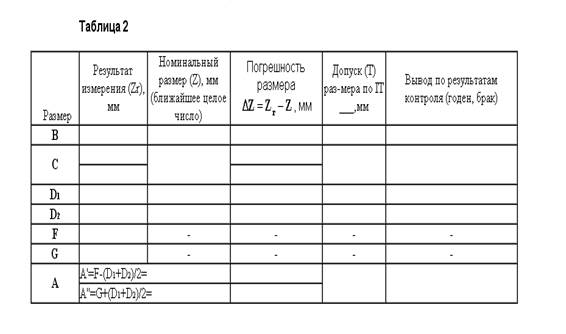
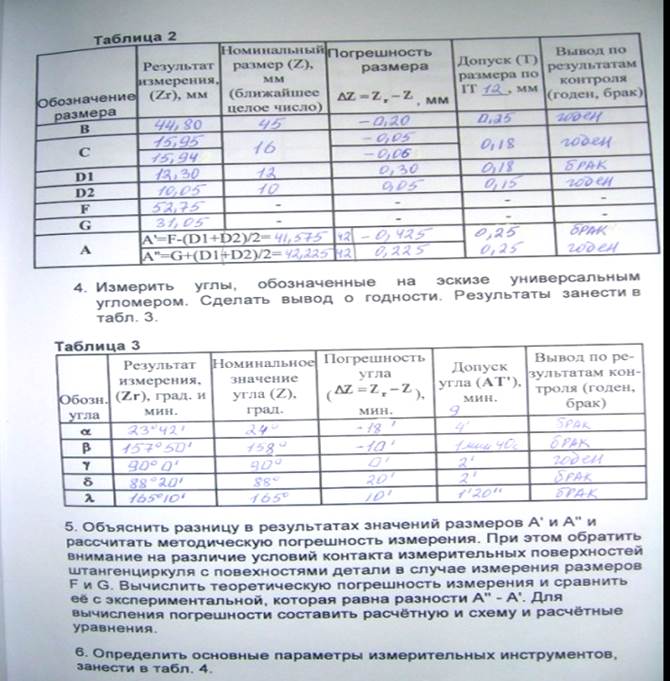
3. Измерить линейные размеры, обозначенные на эскизе штангенциркулем, а размер C измерить штангенциркулем и микрометром. Сделать вывод о годности детали по данному размеру. Результаты занести в табл. 2.
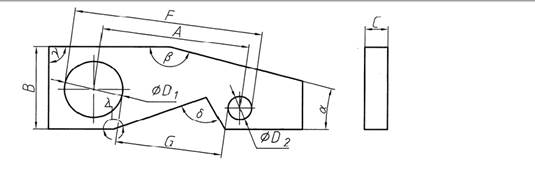
Таблица 2
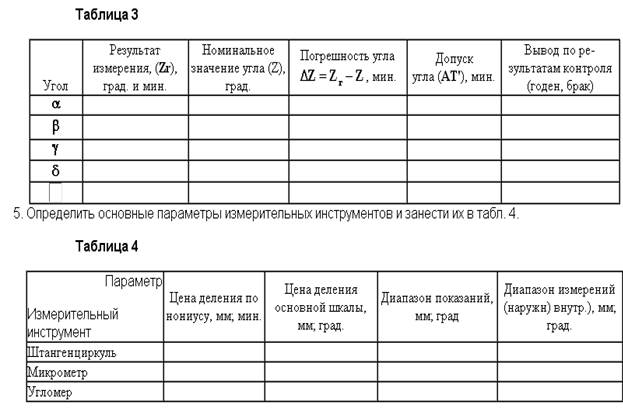
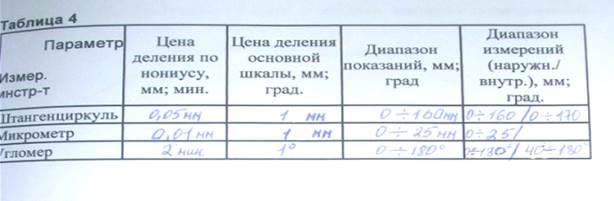
5. Определить основные параметры измерительных инструментов и занести их в табл. 4.
Библиографический список
В.И.Колчков. Метрология, стандартизация и сертификация: Учебник. –М.: Владос, 2010. -400с
Практическая работа 2. Оценка погрешностей показаний микрометра. Измерение размеров цилиндрических поверхностей. Измерение параметров шероховатости
Цель работы – практически применить систему допусков и посадок (ГОСТ 25346-82) для оформления чертежей, определения типа посадок и контроля цилиндрических деталей; освоить методику и средство измерения глубоких отверстий.
Для выполнения работы необходимо знать: построение системы допусков и посадок гладких цилиндрических соединений по ГОСТ 25346-82, методику построения полей допусков посадок, правила обозначения предельных отклонений и посадок на чертежах; уметь: собрать и настроить по блоку концевых мер индикаторный нутромер, провести измерения и сделать вывод о годности детали.
Контрольные вопросы: 1) понятие о номинальном, действительном и предельном размерах, предельных отклонениях, допусках и посадках 2) понятие о системе отверстия (СА) и системе вала (СВ) и основных принципах построения систем нормирования точности; 3) графическое изображение полей допусков; 4) метод сравнения с мерой, дифференциальный метод; 5) методика настройки и проведение измерений нутромером с измерительной головкой часового типа.
Средства измерений
Нутромер индикаторный.
Нутромеры типа НИ (ГОСТ 868-82) предназначены для измерения размеров внутренних поверхностей относительным методом сравнения с мерой.
Диапазоны измерений нутромеров различных моделей колеблются от 6 - 10 мм (НИ10) до 700 - 1000 мм (НИ1000). Наибольшая глубина измерения: 100 мм (НИ10), 130 мм (НИ18), 150 мм (НИ50) и т.д., до 500 мм. Настройка нутромера и отсчет показаний производится с помощью измерительного индикатора часового типа мод. ИЧ2 или ИЧ10 с диапазоном измерений 0 - 2 мм, 0 - 5 мм или 0 - 10 мм. Цена деления шкалы – 0, 01 мм.
Общий вид индикаторного нутромера в положении настройки по блоку концевых мер представлен на рис. 1. Основные элементы измерительного индикатора показаны на рис. 2.
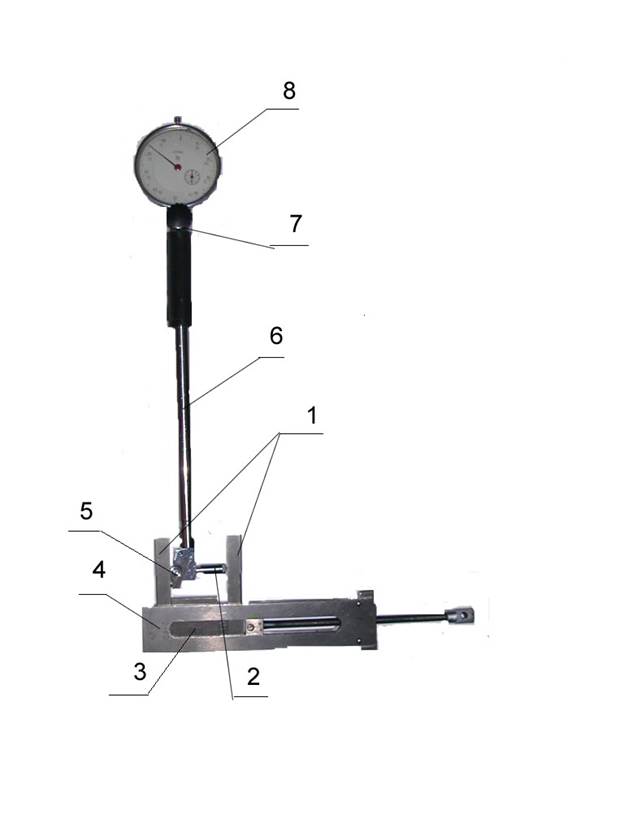
Рис. 1
1 -боковики, 2 -измерительный стержень и сменная вставка, 3 – концевые меры длины, 4 –державка (струбцина), 5 – центрирующий мостик, 6 – трубка корпуса, 7 – стопорный винт, 8– индикатор
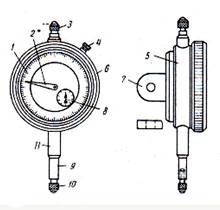
Рис. 2. Тип ИЧ – измерительный стержень перемещается параллельно шкале: 1 – циферблат, 2 – стрелка, 3 – головка измерительного стержня, 4 – стопор, 5 – корпус, 6 – ободок, 7 – ушко, 8 – указатель чисел оборотов, 9 – измерительный стержень, 10 – наконечник, 11 - гильза.
Подготовка нутромера к измерениям
Внимание! 1. Все мелкие предметы: сменные вставки, шайбы, концевые меры должны находиться внутри футляра во избежании случайного падения на пол. 2. Указания по использованию сменных вставок, шайб и составлению блока концевых мер находятся внутри футляра.
Сборка нутромера проводится в следующей последовательности: вставить индикатор в отверстие трубчатого корпуса так, чтобы стрелка сделала 1-1, 5 оборота и закрепить стопорный винт 10 (рис. 1); 2) подобрать нужную вставку и ввернуть ее с шайбой или без нее в некоторых конструкциях необходимо установить нужный вылет вставки и законтрить гайкой; 3) проверить реакцию индикатора на нажатие измерительного стержня, после снятия усилия стрелка должна возвращаться в первоначальное положение.
Сборка приспособления для настройки индикатора на ноль: 1) поставить державку на плоскость стола; 2) вставить боковики так, чтобы криволинейные поверхности (если они есть) находились вверху и располагались наружу; 3) составить необходимый блок мер, поместить его между боковинами и зажать винтом.
Настройка на ноль является наиболее ответственной операцией, ее лучше выполнять вдвоем. На рис. 1 показана измерительная позиция настройки на ноль. Главное, добиться взаимно-перпендикулярного расположения оси вставки и измерительного стрежня и плоскостей боковиков. Перпендикулярность достигается путем медленного, плавного перемещения трубчатого корпуса в плоскости державки. Момент остановки стрелки является предельной точкой, т.е. нулем. Вращая ободок (рис. 2), установить ноль шкалы.
Измерения провести в 2-х взаимно-перпендикулярных направлениях. В отверстие вводят вначале измерительный стержень, а затем вставку, плавно покачивая трубчатый корпус, как показано на рис. 3, стрелка отклоняется вправо или влево может проходить через ноль (этот момент обозначен на рис. 3). Стрелка всегда будет останавливаться в одном положении, а затем возвращаться назад, момент остановки – есть результат показаний (рис. 4).
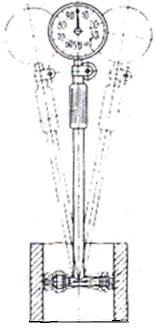
Рис. 3
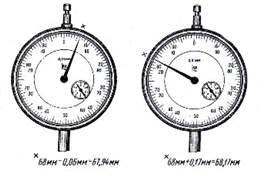
Рис. 4
Отсчет показаний производят по внешней шкале, если стрелка отклоняется вправо от нуля, причем отклонение берется со знаком минус. Отсчет показаний при отклонении стрелки влево производят по внутренней шкале и берут со знаком плюс. Перемещение измерительного стержня на целое число мм отсчитывается стрелкой указателя оборотов по малой шкале. Примеры отсчета показаний при настройке нутромера на блок мер размером 68 мм показаны на рис. 4.
Выводы по результатам измерений
Годность определяется по условию годности для каждого размера Ai
Ai min Ai r Ai max, где: Ai r – измеренный размер, мм; Ai max и Ai min – предельные размеры, мм.
Годность детали определяется по наихудшему случаю, например, размеры А1, А2 и т.д. отнесены в позицию “годен”, а размер А13 –“брак”, то деталь – “брак”.
|