Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технологическая унификация
|
|
Одним из основных направлений совершенствования ТПП, позволяющих сократить сроки технологической подготовки производства, является технологическая унификация.
В технологической унификации различают два метода:
· типизации технологических операций и процессов;
· групповой обработки изделий.
Под типизацией понимают создание процессов обработки групп конструктивно и технологически подобных деталей. Для их изготовления выбирают оптимальные маршруты, орудия труда и формы организации производства. Методика типизации технологических процессов создана А. П. Соколовским. Эта методика базируется на классификации процессов, в основе которой лежит классификация деталей. В качестве классификационных признаков здесь принимаются конфигурация детали, ее размеры, материал, точность и качество обрабатываемых поверхностей.
Основой классификационного деления является класс. Класс представляет собой совокупность деталей определенной конфигурации, связанных общностью технологических задач.
Для обработки однотипных деталей разрабатывают типовые технологические процессы. Типовым технологическим процессом называется процесс, характеризуемый единообразием содержания и последовательности выполнения большинства технологических операций и переходов для групп изделий с общими конструктивными признаками.
При методе групповой обработки для групп однородных по тем или иным конструктивно-технологическим признакам деталей устанавливаются однотипные способы обработки с использованием однородных и быстропереналаживаемых орудий производства.
Характерной особенностью данного метода является наличие групповых операций, которые проектируются таким образом, что на одном станке с одной наладкой можно производить обработку группы различных деталей.
Метод групповой обработки был предложен С. П. Митрофановым. Принципиальное различие этих двух методов заключается в том, что типовые процессы характеризуются общностью последовательности и содержания операций при обработке типовой группы деталей, а групповая обработка – общностью оборудования и технологической оснастки при выполнении отдельных операций или при полном изготовлении группы разнородных деталей.
Технологическая унификация процессов выполняется на разных уровнях:
· на уровне перехода;
· на уровне операции;
· на уровне процесса.
На уровне перехода разрабатываются унифицированные технологические переходы. Объектом унификации в этом случае являются:
конфигурация конкретной геометрической поверхности, формулировка перехода, вид применяемого инструмента.
Для типового сочетания элементарных поверхностей унифицируется схема обработки, которая образуется как совокупность унифицированных переходов. Например, обработка сквозного отверстия под крепежный винт (рис. 1.1) состоит из двух унифицированных переходов: «Сверлить отверстие А», «Зенкеровать отверстие Б, выдерживая размер h».
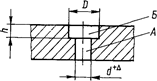
Рис. 1.1. Схема типового сочетания элементарных поверхностей
Параллельно с унификацией переходов разрабатывают классификаторы переходов, режущих инструментов, элементарных поверхностей и составляют словарь текстов с формулировками переходов. Унифицированный переход содержит, помимо указанной выше информации, правила выбора переходов, соответствующие коды инструмента, коды поверхностей и текстов.
Унификация на уровне операции приводит к созданию типовых и групповых технологических операций. Объектом унификации являются вид и характер обработки некоторой, заранее установленной совокупности поверхностей, технологическое оборудование, схемы базирования, вид приспособлений.
Унификация на уровне процесса приводит к созданию типовых и групповых технологических процессов.