Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Структура и состав САПР УП
|
|
Большинство современных САПР УП построено по принципу «процессор – постпроцессор» (рис. 7.1) и в общем виде включает:
· процессор,
· библиотеку препроцессоров,
· библиотеку постпроцессоров,
· входной язык препроцессоров и процессора (входной язык САПР УП),
· промежуточный язык «процессор–постпроцессор» (CLDATA),
· язык управления заданиями,
· монитор (диспетчер системы),
· системную сервис–библиотеку,
· базу данных.
Процессор САПР УП – программное изделие, предназначенное для решения общих геометрических и технологических задач, а также задач управления процессом обработки данных на ЭВМ. Результатом его работы является полностью рассчитанная траектория движения инструмента, представленная в промежуточном унифицированном виде. Для наиболее развитых САПР УП процессор состоит из четырех последовательно работающих блоков:
· трансляции,
· технологического,
· геометрического,
формирования промежуточной программы.
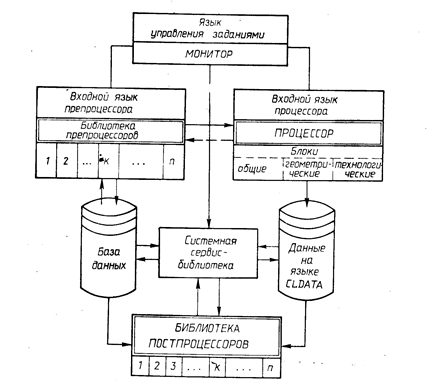
Рис. 7.1. Типовая структура САПР УП
Блок трансляции предназначен для ввода исходной информации с внешнего носителя (перфокарт, перфоленты, магнитной ленты) или с экрана дисплея, синтаксического анализа операторов входного языка и выдачи сообщений об ошибках, преобразования исходной информации из символьной формы в машинные коды.
Технологический блок решает задачи по выбору последовательности обработки, расчету оптимальных режимов резания, подбору режущего инструмента, нормированию операций, подготовке технологических документов, формированию технологических команд.
Геометрический блок ориентирован на решение задач, связанных с расчетом и построением траектории движения инструмента: определяет точки и линии пересечения различных геометрических элементов, проводит аппроксимацию кривых и таблично–заданных функций, обеспечивает построение эквидистантного контура с учетом размеров инструмента и заданного направления его движения, выполняет диагностирование геометрических ошибок.
Блок формирования промежуточной программы приводит информацию, полученную в предшествующих блоках, к стандартному виду и формирует данные для работы постпроцессора на языке CLDATA.
Препроцессор САПР УП – программное изделие, решающее определенные целевые задачи и формирующее в результате исходные данные для процессора. Характерными задачами для препроцессора являются:
· перевод исходных данных из одной системы координат в другую (например, полярных в декартовы);
· проектирование операционных технологических процессов;
· разработка УП для группы деталей, различающихся только значениями отдельных параметров;
· решение специальных задач и т.д.
В современных САПР УП совместно с одним процессором могут работать несколько препроцессоров.
Постпроцессор САПР УП – программное изделие, предназначенное для адаптации УП к конкретному оборудованию с ЧПУ. В основные функции постпроцессора входит:
· считывание сформированных процессором данных на языке CLDATA и их обработка;
· формирование команд, обеспечивающих цикл смены инструмента;
· вывод на перфоленту или дискету УП и ее распечатка;
· диагностика ошибок;
· выполнение ряда сервисных функций (расчет машинно–оперативного времени УП, управление графопостроителем, вывод перфоленты для контроля геометрии обрабатываемого контура и т.д.);
· принятие специальных решений, связанных с особенностями программирования для конкретной комбинации «станок–УЧПУ».
Для разработки управляющих программ к конкретным станкам с ЧПУ в состав САПР УП должна быть включена библиотека соответствующих постпроцессоров. По мере увеличения числа моделей станков с ЧПУ система пополняется новыми постпроцессорами. В некоторых САПР УП вместо библиотеки постпроцессоров применяют универсальные (обобщенные) постпроцессоры. Каждый из них предназначен для целой группы однотипных станков и устройств ЧПУ. Особенности моделей станков учтены в обобщенном постпроцессоре, разрабатываемом в соответствии со специальной анкетой, заполняемой технологом–программистом.
Входной язык САПР УП – проблемно–ориентированный язык, предназначенный для описания исходных данных о детали и технологическом процессе ее обработки на оборудовании с ЧПУ.
Промежуточный язык «процессор – постпроцессор» (CLDATA) – внутренний проблемно–ориентированный язык САПР УП, служащий для представления данных, передаваемых от процессора к постпроцессору.
Язык управления заданиями – язык оперативного управления работой системы (обеспечивает обработку заданий в пакетном и диалоговом режимах).
Монитор (диспетчер) системы – головной блок системы в оперативной памяти ЭВМ, основными функциями которого являются:
· обработка управляющей информации;
· автоматическая загрузка блоков из системных библиотек;
· передача промежуточных данных между блоками;
· обработка сбойных ситуаций, возникающих из-за неправильной организации пакета заданий и преждевременного прекращения работы некоторых блоков системы.
Системная сервис–библиотека – совокупность программ, решающих определенные задачи проектирования, например редактирование исходных данных и управляющих программ, графический контроль геометрической информации УП на графопостроителях или графических дисплеях и др.
База данных – информационные массивы, используемые более чем в одной программе проектирования. Сюда входят сведения о станках, устройствах ЧПУ, инструментах, приспособлениях, обрабатываемых материалах и т.д. В процессе функционирования САПР УП база данных пополняется и корректируется. Используется база данных для автоматизации технологических решений.
Наивысшая степень автоматизации процесса подготовки управляющих программ – объединение систем автоматизированного конструирования, технологического проектирования с системами автоматизированного проектирования управляющих программ (рис. 7.2). Подобные системы называются CAD/CAM. Они позволяют в значительной степени ускорить процесс подготовки УП, повысить эффективность технологии изготовления деталей и практически полностью избежать ошибок в подготовке управляющих программ.
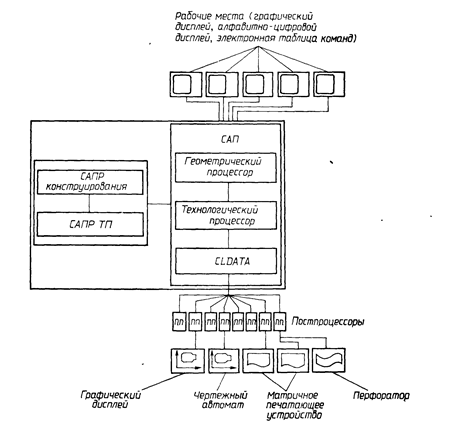
Рис. 7.2. Структура системы CAD/CAM