Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Кинематическая схема токарно-винторезного станка модели 16К20
|
|
Цепь главного движения
I вал коробки скоростей получает вращение от односкоростного электродвигателя главного движения через клиноременную передачу со шкивами  . На валу I свободно вращается блок /56-51/ и зубчатое колесо Z = 50, которые с помощью фрикционной муфты могут получать связь с I валом.
. На валу I свободно вращается блок /56-51/ и зубчатое колесо Z = 50, которые с помощью фрикционной муфты могут получать связь с I валом.
Напишем уравнение кинематического баланса
 .
.
Уравнение кинематического баланса имеет вид

Развернутое уравнение можно записать следующим образом
Цепь движения подач
Привод подач состоит из звена увеличения шага – блок 45-60, реверса, гитары, сменных колес (гитары приклона), коробки подач и механизма фартука суппорта. Реверс служит для изменения направления подачи, при нарезании правых и левых резьб.
Продольная и поперечная подача суппорта
Для получения движения механизму фартука служит вал ХХII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт.
Поперечная подача и ее реверсирование осуществляется включением муфт.
Настройка цепи продольной подачи
Расчетное перемещение
 об/мин
об/мин
Настройка цепи поперечной подачи
Расчетное перемещение

 .
.
Настройка на шаг нарезаемой резьбы
Осуществляется подбором сменных колес гитары приклона по формуле
 ,
,
где a, b, c, d – числа зубьев колес;
tнар – шаг нарезаемой резьбы;
tх.в. – шаг ходового винта.
Настройка станка на нарезание метрической резьбы
Настройка станка на нарезание модульных резьб
Модульная резьбы нарезается при включении сменных колес 60/73∙ 86/36, а остальное также, как для метрической резьбы
 .
.
Настройка дюймовой резьбы
Настройка на питчевые резьбы
Идет по цепи дюймовой резьбы
 ,
,
где р – питч нарезаемой резьбы.
Настройка станка для нарезания резьбы с увеличенным шагом
При нарезании резьб с увеличенным шагом в коробке скоростей включается звено увеличения шага (перебор), тогда
in’ = 60/30∙ 72/18∙ 60/16 = 32 раза; in” = 60/30∙ 72/18∙ 45/45 = 8 раз, т.е. шаг увеличивается в 32 и 8 раз, а если вывести из зацепления блок (48060) – в 2 раза.
Нарезание резьбы высокой точности
В этом случае включаются муфты М2, М5 коробки подач. Уравнение кинематического баланса
tнар. = 1∙ 60/60∙ 30/45∙ a/b∙ c/d∙ tх.в. и соответственно для метрической:
a/b∙ c/d = 3/2∙ tнар./tх.в.= tнар./8; для дюймовой:
a/b∙ c/d = 25, 4/n∙ tх.в ∙ 3/2 = 127/ n∙ 60∙ 3/2 = 127/40∙ n;
для модульной a/b∙ c/d = 3/2 ∙ π ∙ m/tх.в.;
для питчевой резьбы: a/b∙ c/d = 25, 4∙ π ∙ k/p∙ 40;
k – число заходов резьбы.
Нарезание архимедовой спирали
Осуществляется по кинематической цепи дюймовых резьб с тем отличием, что режущему инструменту движение передается не через ходовой винт, а через ходовой валик и механизм поперечной I подачи, а в гитаре приклона устанавливаются специальные шестерни.
Ускоренные перемещения суппорта
Необходимы для сокращения вспомогательного времени, сообщаются от электродвигателя через клиноременную передачу, а далее через механизм фартука.

Нарезание многозаходных резьб
Многозаходная резьба характеризуется ходом резьбы (шаг винтовой линии)  , где k – число заходов. Поэтому настройка производится на ход, а не на шаг.
, где k – число заходов. Поэтому настройка производится на ход, а не на шаг.
Процесс нарезания многозаходной резьбы отличается от процесса нарезания однозаходной тем, что после нарезания одного захода режущий инструмент перемещается вдоль оси детали на шаг. Это перемещение производится с помощью винта верхних салазок и конечно точно осуществлено быть не может.
Более точным является метод деления – поворот заготовки на 1/к часть окружности. Эту операцию выполняют с помощью специального поводкового патрона, состоящего из двух частей: одна закреплена на шпинделе, а другая с поводковым пальцем может поворачиваться относительно первой, отсчитывая угол поворота по круговой шкале, при этом необходимо разомкнуть винторезную цепь, для этого выводится из зацепления блок 45-60.
Угол поворота отсчитывается по шкале, нанесенной на заднем конце шпинделя. Блок вводится после деления окружности на k частей.
Механизм автоматической подачи верхних салазок суппорта
Этот механизм встроен в станок 16К20П (повышенного класса точности) для инструментального производства или по особому заказу для 16К20.
Sпрод. → 29/18∙ 20/20∙ 20/23∙ 23/30∙ 30/28∙ 28/30∙ 20/20∙ 5.
Способы подбора сменных зубчатых колес
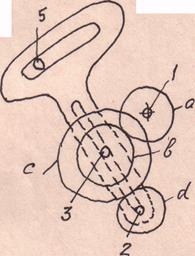
Устройство двухпарной гитары сменных колес.
Оси 1 и 2 имеют постоянное положение. Промежуточные колеса b и с закреплены на поворотном рычаге. Радиальный и дуговой пазы которого позволяют устанавливать зубчатые колеса с различными числами зубьев i = a/b∙ c/d
К металлорежущему станку обычно дают наборы сменных колес. Наборы бывают пятковые (кратные 5) и четные (кратные 4).
Первый способ подбора заключается в приведении передаточного отношения к простой дроби. Затем числитель и знаменатель раскладывают на простые сомножители и умножают на постоянные числа, чтобы в итоге соответствовало числам зубчатых колес в наборе
1 = 9/8=3∙ 3/4∙ 2 = 3∙ (15)/4∙ (15) ∙ 3∙ (20) / 2∙ (20)
 Условие сцепляемости.
Условие сцепляемости.

Второй способ – способ непрерывных дробей. Отношение двух целых чисел А и В может быть представлено в виде непрерывной дроби
 .
.
где a0, а1, а2 …аn-1, an – частные от деления, полученные следующим образом: сначала А делим на В, получается а0, затем В делим на остаток от первого деления и т.д., т.е. предыдущий остаток делится на последующий до тех пор, пока последний остаток не будет равен 0.
Пример: 223/137= А/В.
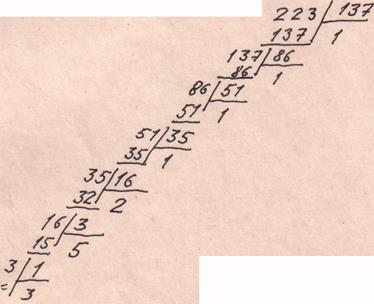
В верхней и нижней таблице записывается результат деления. Слева записывается 0-1 и 1-0. Если дробь А/В правильная, т.е. А< В, то слева записывается
Третью цифру второй строки получают: первую цифру первой умножают на 2 цифру второй строки и прибавляют первую цифру второй. Четвертую цифру второй строки получают, умножая вторую цифру первой строки на третью цифру второй строки и прибавляют вторую цифру второй строки.
Гитары сменных колес подбирают с различной степенью точности.