Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технологический процесс изготовления зубчатого колеса
|
|
Наилучшая макроструктура зубчатых колес получается при штамповке, когда расположение волокон соответствует конфигурации колеса, так как в этом случае прочность на изгиб повышается.
I. Для подготовки структуры к обработке колес на металлорежущих станках и для улучшения механических свойств готовых зубчатых колес штампованные заготовки перед обработкой на металлорежущих станках подвергают термической обработке — отжигу (полному, изотермическому) или нормализации, или нормализации с высоким отпуском.
Наилучшей для резания (получение наименее шероховатой поверхности металла) является структура после изотермического отжига по режиму: нагрев до температуры выше Ас3 на 30-50 °С, выдержка, кратковременное переохлаждение до 480—500 °С, выдержка при 580—600 °С с дальнейшим охлаждением на воздухе.
Отличительной особенностью изотермического отжига является то, что при его проведении распад аустенита на ферритно-цементитную смесь происходит при постоянной температуре. При других видах отжига такой распад происходит в период охлаждения в условиях непрерывного снижения температуры. После того как уже произошел распад аустенита, скорость охлаждения не имеет существенного значения, и поэтому охлаждение после изотермической выдержки можно проводить на воздухе. Это дает определенные преимущества. Во-первых, сокращается длительность процесса. Во-вторых, структура получается более однородной, поскольку превращение аустенита в перлит происходит при одной и той же температуре, а не в интервале температур, как при обычном отжиге.

Рис. 1. Изотермический отжиг
Результат отжига: устранения внутренних напряжений, снижения твердости, повышения пластичности и вязкости, что позволяет нам провести механическую обработку материала. Микроструктура –перлит + феррит.
II. После механической обработки зубчатые колёса подвергают цементации с закалкой.
Цементация – это насыщение поверхностного слоя Ме углеродом при нагреве в соответствующей среде – карбюризаторе.
Закалка – это вид термической обработки, приводящий к неравновесной структуре – мартенсит. Результат: повышение твердости, высокая хрупкость, низкая пластичность. Закалка заключается в нагреве стали выше критических точек превращения, выдержке их при этой температуре и быстрому охлаждению.
Цементации подвергают детали, изготовленные из стали с низким содержанием углерода (< 0, 1—0, 3% С). После цементации содержание углерода в поверхностном слое повышается до 0, 8—1, 2%. Если теперь такую деталь закалить, то в поверхностном слое получится мартенситная структура с высокой твердостью и износостойкостью, а сердцевина, хотя и не закалится вследствие низкого содержания углерода, однако приобретет более однородную мелкозернистую структуру. Благодаря этому механические свойства сердцевины улучшаются, а главное, она сохраняет высокую вязкость и способность воспринимать ударные нагрузки.
Карбюризатором при газовой цементации служит газ, содержащий углеводороды, т. е. соединения углерода и водорода, например метан — СН4. При высокой температуре такой газ разлагается (диссоциирует) и дает необходимый для цементации атомарный углерод.
Карбюризатором может служить, например, природный газ, который содержит 95—97% СН4.
Режим: нагрев в карбюризаторе до 920-950оС, подстуживание до 840-860оС, закалка в масле.


Рис 2. Цементация с закалкой
В результате закалки получается структура - мелкоигольчатый мартенсит с остаточным аустенитом.
III. Следующим этапом термической обработки зубчатого колеса будет низкотемпературный отпуск.
Отпуск – это процесс приближения неравновесной структуры к равновесной. Отпуск заключается в нагреве стали до температуры ниже Ас1, выдержка при заданной температуре и последующее охлаждение с заданной скоростью.
При отпуске происходит частичный или полный распад мартенсита, уменьшаются или полностью устраняются внутренние напряжения, повышается пластичность, снижается твердость и хрупкость.
Низкотемпературный отпуск заключается в нагреве до температуры 180-200  С, не выше температуры Мн. Структура: мартенсит отпуска. немного снимаются внутренние напряжения, сталь становится менее хрупкой, твердость остается высокой. Применяется для инструментов или деталей машин, где требуется высокая твердость.
С, не выше температуры Мн. Структура: мартенсит отпуска. немного снимаются внутренние напряжения, сталь становится менее хрупкой, твердость остается высокой. Применяется для инструментов или деталей машин, где требуется высокая твердость.
В нашем случае мы производим нагрев до температуры 180-200 С с последующим охлаждением на воздухе.
 Т
Т
 Ас1 ---------------------------------727оС------------------------------------
Ас1 ---------------------------------727оС------------------------------------
Мн ---------------------220оС-------------------------
воздух
 М+АостМотпτ
М+АостМотпτ
Рис. 3. Низкотемпературный отпуск
В результате получается структура мартенсит отпуска.
Низкотемпературный отпуск является окончательным видом термической обработки для зубчатого колеса.
 Т
Т


 880-900оС 920-950оС
880-900оС 920-950оС



 Ас3---------------------------------------------------------------------------------------------------------850оС-----------------------------------
Ас3---------------------------------------------------------------------------------------------------------850оС-----------------------------------
Ас1-----------------------------------580-600оС--------------------------------------------------------------------------------------------------
 |
480-500оС воздух масло
Мн---------------------------------------------------------------------------------------------------------------------------------180-200оС----
 воздух
воздух
 |
Рис. 4. Термическая обработка конического зубчатого колесаτ
Окончательная структура зубчатого колеса – мартенсит отпуска

Рис. 5. Мартенсит отпуска
После изготовления и проведения термической обработки, мы получили коническое зубчатое колесо, полностью удовлетворяющие эксплуатационным требованиям.
Окончательным видом обработки конического зубчатого колеса, предающей ему товарный вид, является очистка от окалины и технической грязи. Очистка производится в травильной машине с последующей промывкой. Это позволяет удалить с поверхности зубчатого колеса окислы.
Оборудование для нагрева
Камерная печь с выдвижным подом
Камерные печи с выдвижным подом могут быть топливными и электрическими. На рис. 6 представлена камерная топливная печь с выдвижным подом типа ТДО. Под 3 печи монтируется на сварной раме 4 и футеруется шамотным нормальным или легковесным кирпичом. Рама 4 перемещается на катках 5 или устанавливается на колеса. Для выкатки пода используют специальные механизмы. Подъем заслонок 1 осуществляется электролебедкой 2, иногда применяют и гидроподъемники. Максимальная температура нагрева изделий в печах ТДО достигает 1100°С. Контроль температуры автоматический.
Камерные печи с выдвижным подом применяют в основном для отжига.
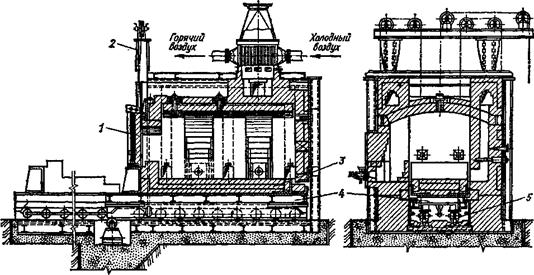
Рис. 6. Камерная топливная печь с выдвижным подом типа ТДО