Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Наименование: Чистовое и черновое обтачивание по кодам G70 – G71.
|
|
Министерство образования Республики Мордовия
ГБОУ РМ СПО (ССУЗ) «Саранский политехнический техникум»

УЧЕБНЫЙ ЭЛЕМЕНТ № 10
Наименование: Чистовое и черновое обтачивание по кодам G70 – G71.
Профессия: Оператор станков с числовым программным управлением

| ГБОУ РМ СПО «СПТ» | Учебный элемент №10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
| Цели: Изучив данный учебный элемент, Вы будете знать коды G70-G71, а также: - программирование чистовой обработки; - программирование черновой обработки. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия: - правила безопасности HAAS, - пульт управления станком; - функции дисплеев на пульте управления, - включение станка. Ввод и редактирование программы; - оснастка; - G-коды. Подготовительные функции; - функции G00, G01, G02, G03, G04; - G-коды 09 – 64.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
G70 Цикл чистовой обработки (группа 00)
Цикл чистовой обработки G70 может использоваться для чистовой обработки траекторий, предварительно обработанных черновыми проходами в циклах съема припуска G71, G72 и G73.
P Номер начального блока процедуры, подлежащей исполнению
Q Номер конечного блока процедуры, подлежащей исполнению
ПРИМЕЧАНИЕ
G18 плоскость Z-X должна быть активна
 G70
Пример программы
G71 P10 Q50 F.012 (черн. обработка (траектория)от N10 до N50)
N10
F0.014
...
N50
...
G70 P10 Q50 (чистовая траектория определенная в N10...N50)
…
Цикл G70 обычно используется после G71, G72 или G73, используя блоки P и Q. Все коды F, S и T блока PQ действительны.
После выполнения блока Q выполняется быстрое перемещение (G00), возвращая станок в начальное положение, сохраненное перед началом G70. Затем программа переходит к блоку, следующему за вызовом G70.
G70
Пример программы
G71 P10 Q50 F.012 (черн. обработка (траектория)от N10 до N50)
N10
F0.014
...
N50
...
G70 P10 Q50 (чистовая траектория определенная в N10...N50)
…
Цикл G70 обычно используется после G71, G72 или G73, используя блоки P и Q. Все коды F, S и T блока PQ действительны.
После выполнения блока Q выполняется быстрое перемещение (G00), возвращая станок в начальное положение, сохраненное перед началом G70. Затем программа переходит к блоку, следующему за вызовом G70.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
G71 Цикл съема припуска по внешнему/внутреннему диаметру (группа 00)
Формат цикла года G71:
*D Глубина резания для каждого прохода съема припуска, положительный
радиус.
*F Скорость подачи в PQ блоке G71
*I Величина и направление припуска чернового прохода G71 по оси X,
радиус
*K Величина и направление припуска чернового прохода G71 по оси Z
P Номер начального блока траектории прохода
QНомер конечного блока траектории прохода
*S Скорость шпинделя в PQ блоке G71
*T Инструмент и смещения в PQ блоке G71
*U Величина и направление допуска чистового прохода G71 по оси X,
диаметр
*W Величина и направление допуска чистового прохода G71 по оси Z
*R1YASNAC выбор черновой обработки типа II
G18 плоскость Z-X должна быть активна

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
Этот стандартный цикл производит черновую обработку заготовки по заданной форме готовой детали, которую определяют, запрограммировав траекторию чистовой обработки, а затем используйте PQ блок G71. Все команды F, S и T в строке G71 или задействованные на момент G71 используются в цикле черновой обработки G71.
Команда G71 работает с двумя типами траекторий обработки. Если в программной траектории ось X не меняет направление, это первый тип траектории (тип I). Второй тип траектории (тип II) позволяет смену направления оси X. Смена направления оси Z недопустима для обоих типов траектории, как типа I, так и типа II.
При наличии в блоке P в вызове G71 перемещения только по оси X выбирается тип I. Если блок P содержит перемещения и по оси X, и по оси Z, принимается черновая обработка типа II.
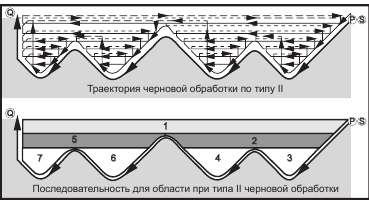
В режиме YASNAC черновая обработка типа II выбирается включением R1 в блок G71. Любой из четырех квадрантов плоскости X-Z может быть обработан при правильном задании адресных кодов D, I, K, U и W.На рисунках начальное положение S - это положение инструмента в момент вызова G71. Зона
безопасного отвода Z является производной исходного положения оси Z и
суммы W и дополнительного припуска на чистовую обработку K.
 Особенности типа I
При задании программистом типа I предполагается, что во время обработки траектория инструмента по оси X идет в одном направлении. Каждое положение оси X при черновом проходе определяется применением значения,
указанного в D, к текущему положению оси X. Характер перемещения в
Особенности типа I
При задании программистом типа I предполагается, что во время обработки траектория инструмента по оси X идет в одном направлении. Каждое положение оси X при черновом проходе определяется применением значения,
указанного в D, к текущему положению оси X. Характер перемещения в
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
плоскости отвода Z для каждого чернового прохода определяется G-кодом в блоке P. Если блок P содержит код G00, перемещение в плоскости отвода Z происходит в режиме быстрых перемещений. Если блок P содержит G01, перемещение будет производиться со скоростью подачи G71.Каждый черновой проход останавливается до пересечения программной траектории инструмента, учитывая черновые и чистовые допуски. Затем инструмент отводится от детали под углом в 45 градусов на расстояние, по умолчанию - 0.0500 дюйма, которое представляет зазор между инструментом и поверхностью при возврате инструмента для следующего прохода. Затем инструмент перемещается в зону безопасного отвода оси Z. По завершению черновой обработки инструмент перемещается вдоль траектории для зачистки. Если заданы I и K, производится дополнительная обработка параллельно траектории обработки.
Особенности типа II
При задании программистом типа II допускается изменение траектории PQ инструмента по оси X (например, траектория по оси X может поменять направление). Траектория PQ оси X не должна превышать начальное положение. Единственное исключение -конечный блок Q. Если настройка установлена в YASNAC, черновая обработка по типу II должна включать R1 (без десятичной точки) в командном блоке G71.Если настройка установлена в FANUC, черновая обработка по типу II должна содержать ссылочное
перемещение по осям X и Z в блоке, указанном в P. Черновая обработка производится аналогично типу I, за исключением того, что после каждого
прохода по оси Z инструмент следует по траектории, определенной PQ. Затем инструмент отводится параллельно оси X на расстояние по умолчанию - 0.0500 дюйма. Черновая обработка по типу II не оставляет ступенек в детали до завершения резания, и, как правило, обеспечивает лучшее качество обработки.
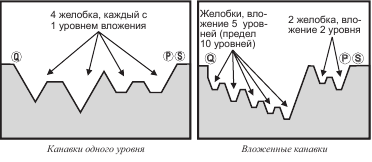
Канавки
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
Канавку можно определить как изменение направления, создающее вогнутость поверхности на обрабатываемом материале. Если последовательные канавки находятся на одном уровне, число канавок может быть неограниченным. Если канавки располагаются одна в другой (вложены), допускается не больше 10 уровней вложенности. Следующие рисунки демонстрируют последовательность черновых проходов (типа I и II) для PQ траектории с множественными канавками. В первую очередь снимается весь материал над канавками, затем собственно канавки в направлении Z.

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | ||||||
ПРИМЕЧАНИЕ: Результатом черновых или чистовых припусков Z является предел между двумя проходами с одной стороны канавки и соответствующей точкой с другой стороны канавки. Это расстояние должно быть больше суммы черновых и чистовых допусков, умноженной на два.
Например, если траектория по типу 2 G71 содержит следующее:
...
X-5. Z-5.
X-5.1 Z-5.1
X-3.1 Z-8.1
...
Наибольший возможный допуск равен 0.999, поскольку наибольшее горизонтальное расстояние от начала резания 2 до той же точки резания 3 равно 0.2. При большем допуске произойдет подрез.
Коррекция на инструмент аппроксимируется настройкой допуска на черновую обработку соответственно радиусу и типу кромки инструмента. Таким образом, ограничения, относящиеся к допуску, относятся также и к сумме допуска и радиуса инструмента
ПРИМЕЧАНИЕ: Если последнее резание на траектории P-Q является немонотонной кривой (с использованием допуска на чистовую обработку), добавьте короткое движение отвода; не применяйте W.

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
Пример программы Описание
%
O0070 (Цикл черновой обработки G71)
T101
G50 S2500
G97 S500 M03
G00 G54 X6. Z0.05
G96 S800
G71 P1 Q2 D0.15 U0.01 W0.005 F0.014
N1 G00 X2.
G01 Z-3. F0.006
X3.5
G03 X4. Z-3.25 R0.25
G01 Z-6.
N2 X6.
G70 P1 Q2 (чистовой проход)
M09 (выключить охлаждение)
G53 X0 M05 (отмена смещения по Х и остановка
вращения шпинделя)
G53 Z0 (отмена смещения по Z)
M30 (конец программы)
%
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
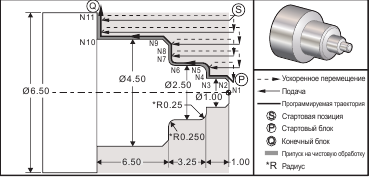
| G71 Пример съема припуска по внешнему/внутреннему диаметру по типу 1 Пример программы Описание % O0071 (ПРИМЕР G71 ТИП I FANUC) T101 (CNMG 432) (Смена инструмента и применение коррекции) G00 G54 X6.6 Z.05 M08 (Ускоренное перемещение в исходное положение и вкл. охл.) G50 S2000 (задать макс. скорость 2000 об/мин) G97 S636 M03 (Шпиндель вкл.) G96 S750 (постоянная скорость резания вкл.) G71 P1 Q11 D0.15 U0.01 W0.005 F0.012 (Определение цикла черновой обработки) N1 G00 X0.6634 P (Начало определения) N2 G01 X1. Z-0.1183 F0.004 (Чистовой проход, подача.004") N3 Z-1. N4 X1.9376 N5 G03 X2.5 Z-1.2812 R0.2812 N6 G01 Z-3.0312 N7 G02 X2.9376 Z-3.25 R0.2188 N8 G01 X3.9634 N9 X4.5 Z-3.5183 N10 Z-6.5 N11 X6.0 Q (Конец определения) G00 X0 Z0 T100 (Ускоренное перемещение в положение смены инструмента) T202 (Инструмент чистовой обработки) G50 S2500 G97 S955 M03 G00 X6. Z0.05 M08 G96 S1500 G70 P1 Q11 G00 X0 Z0 T200 M30 % | ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
 G71 Пример съема припуска по внешнему/внутреннему диаметру по типу 2
Пример программы
%
O0135
T101
G97 S1200 M03
G00 G54 X2. Z.05
G71 P1 Q6 D0.035 U0.03 W0.01 F0.01
N1 G01 X1.5 Z-0.5 F0.004
N2 X1. Z-1.
N3 X1.5 Z-1.5
N4 Z-2.
N5 G02 X0.5 Z-2.5 R0.5
N6 G1 X2.
G00 X0. Z0. T100
T202
G97 S1500 M03
G70 P1 Q6
G53 X0
G53 Z0
M30
%
G71 Пример съема припуска по внешнему/внутреннему диаметру по типу 2
Пример программы
%
O0135
T101
G97 S1200 M03
G00 G54 X2. Z.05
G71 P1 Q6 D0.035 U0.03 W0.01 F0.01
N1 G01 X1.5 Z-0.5 F0.004
N2 X1. Z-1.
N3 X1.5 Z-1.5
N4 Z-2.
N5 G02 X0.5 Z-2.5 R0.5
N6 G1 X2.
G00 X0. Z0. T100
T202
G97 S1500 M03
G70 P1 Q6
G53 X0
G53 Z0
M30
%
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
 G72 Пример основного G-кода
Пример программы
%
O0069
T101
G50 S2500
G97 S509 M03
G54 G00 X6. Z0.05
G96 S800
G72 P1 Q2 D0.075 U0.01 W0.005 F0.012
N1 G00 Z-0.65
G01 X3. F0.006
Z-0.3633
X1.7544 Z0.
X-0.0624
N2 G00 Z0.02
G70 P1 Q2 (Чистовой проход)
G70 P1 Q2 (Чистовой проход)
M05
G53 X0
G53 Z0
M30
%
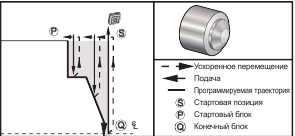
G71 Расточка, пример съема припуска
ПРИМЕЧАНИЕ: Убедитесь, что начальное положение инструмента расположено ниже диаметра заготовки прежде, чем определять G71 по внутреннему диаметру с этим циклом.
G72 Пример основного G-кода
Пример программы
%
O0069
T101
G50 S2500
G97 S509 M03
G54 G00 X6. Z0.05
G96 S800
G72 P1 Q2 D0.075 U0.01 W0.005 F0.012
N1 G00 Z-0.65
G01 X3. F0.006
Z-0.3633
X1.7544 Z0.
X-0.0624
N2 G00 Z0.02
G70 P1 Q2 (Чистовой проход)
G70 P1 Q2 (Чистовой проход)
M05
G53 X0
G53 Z0
M30
%
G71 Расточка, пример съема припуска
ПРИМЕЧАНИЕ: Убедитесь, что начальное положение инструмента расположено ниже диаметра заготовки прежде, чем определять G71 по внутреннему диаметру с этим циклом.
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
 ИНСТРУМЕНТ КОРРЕКЦИЯ РАДИУС ГОЛОВКА
4 04.0 0
%
O1136 (Пример использования G71 по внутреннему диаметру)
N1 T101 (Инструмент 1 коррекция 1)
N2 G97 S2000 M03
N3 G54 G00 X0.7 Z0.1 M08 (Ускоренное перемещение в исходное
положение)
N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 (U – это минус для G71, черновая
обработка при расточке)
N5 G00 X4.5 (N5 – это начало геометрии траектории
детали, определен в P6 в строке G71)
N6 G01 X3., R.25 F.005
N7 Z-1.75, R.5
N8 X1.5, R.125
N9 Z-2.25, R.125
N10 X.75, R.125
N11 Z-3.
N12 X0.73 (N12 – это конец геометрии траектории
детали, определяется Q12 в строке G71)
N13 G70 P5 Q12 (G70 определяет чистовой проход для строк от P5 до Q12)
N14 M09
N15 G53 X0 (Для возврата станка в исходное
положение станка для смены инструмента)
G53 Z0
M30;
ИНСТРУМЕНТ КОРРЕКЦИЯ РАДИУС ГОЛОВКА
4 04.0 0
%
O1136 (Пример использования G71 по внутреннему диаметру)
N1 T101 (Инструмент 1 коррекция 1)
N2 G97 S2000 M03
N3 G54 G00 X0.7 Z0.1 M08 (Ускоренное перемещение в исходное
положение)
N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 (U – это минус для G71, черновая
обработка при расточке)
N5 G00 X4.5 (N5 – это начало геометрии траектории
детали, определен в P6 в строке G71)
N6 G01 X3., R.25 F.005
N7 Z-1.75, R.5
N8 X1.5, R.125
N9 Z-2.25, R.125
N10 X.75, R.125
N11 Z-3.
N12 X0.73 (N12 – это конец геометрии траектории
детали, определяется Q12 в строке G71)
N13 G70 P5 Q12 (G70 определяет чистовой проход для строк от P5 до Q12)
N14 M09
N15 G53 X0 (Для возврата станка в исходное
положение станка для смены инструмента)
G53 Z0
M30;
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
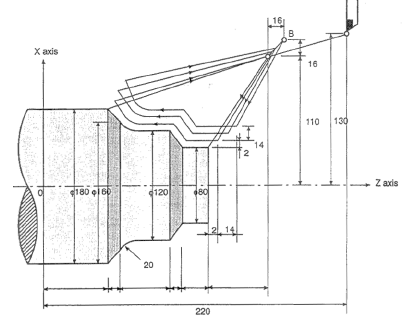
Пример обработки по G71
 N010 G50 X200.0 Z220.0;
N011 G00 X160.0 Z180.0;
N012 G71 U7.0 R1.0;
N013 G71 P014 Q020 U4.0 W2.0 F0.3 S550;
N014 G00 X40.0 F0.15 S700;
N015 G01 W-40;
N016 X60.0 W-30
N017 W-20.0;
N018 X100.0 W-10.0;
N019 W-20.0;
N020 X140.0 W-20.0;
N021 G70 P014 Q020;
Обработка по контуру
N010 G50 X200.0 Z220.0;
N011 G00 X160.0 Z180.0;
N012 G71 U7.0 R1.0;
N013 G71 P014 Q020 U4.0 W2.0 F0.3 S550;
N014 G00 X40.0 F0.15 S700;
N015 G01 W-40;
N016 X60.0 W-30
N017 W-20.0;
N018 X100.0 W-10.0;
N019 W-20.0;
N020 X140.0 W-20.0;
N021 G70 P014 Q020;
Обработка по контуру
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
 N010 G50 X260.0 Z220.0;
N011 G00 X220.0 Z160.0;
N012 G73 U14.0 W14.0 R3;
N013 G73 P014 Q019 U4.0 W2.0 F0.3 S0180;
N014 G00 X80.0 W-40.0;
N015 G01 W-20.0 F0.15 S0600;
N017 W-20.0 S0400;
N018 G02 X160.0 W-20.0 R20.0;
N019 G01 X180.0 W-10.0 S0280;
N020 G70 P014 Q019;
N010 G50 X260.0 Z220.0;
N011 G00 X220.0 Z160.0;
N012 G73 U14.0 W14.0 R3;
N013 G73 P014 Q019 U4.0 W2.0 F0.3 S0180;
N014 G00 X80.0 W-40.0;
N015 G01 W-20.0 F0.15 S0600;
N017 W-20.0 S0400;
N018 G02 X160.0 W-20.0 R20.0;
N019 G01 X180.0 W-10.0 S0280;
N020 G70 P014 Q019;
|
| ГБОУ РМ СПО «СПТ» | Тест № 1 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
| Проверка усвоения Контрольные вопросы Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные. 1. Начальный код при чистовой обработке обозначается: А) P, Б) Q, В) N. 2. После выполнения блока Q программа: А) возвращается в прежнее до G70 положение, Б) продолжает выполняться далее, В) остановится. 3. Следует ли вводить в блоке PQ новые значения кодов S, T, F? А) обязательно, Б) не обязательно, В) не надо. 4. Тип II при создании программы допускает: А) траекторию инструмента по оси Х только в одном направлении, Б) изменение траектории по оси Х инструмента, В) изменение траектории по оси Z инструмента, 5. Цикл черновой обработки задаётся кодом: А) G70, Б) G71, В) G72. 6. Цикл G70 обязательно требует введения кодов: А) PN, Б) PQ, В) PF. 7. Глубина резания при черновой обработке обозначается кодом: А) G, Б) D, В) F. 8. Для черновой обработки, предварительно: А) составляют УП, Б) определяют глубину резания, В) программируют траекторию чистовой обработки. |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
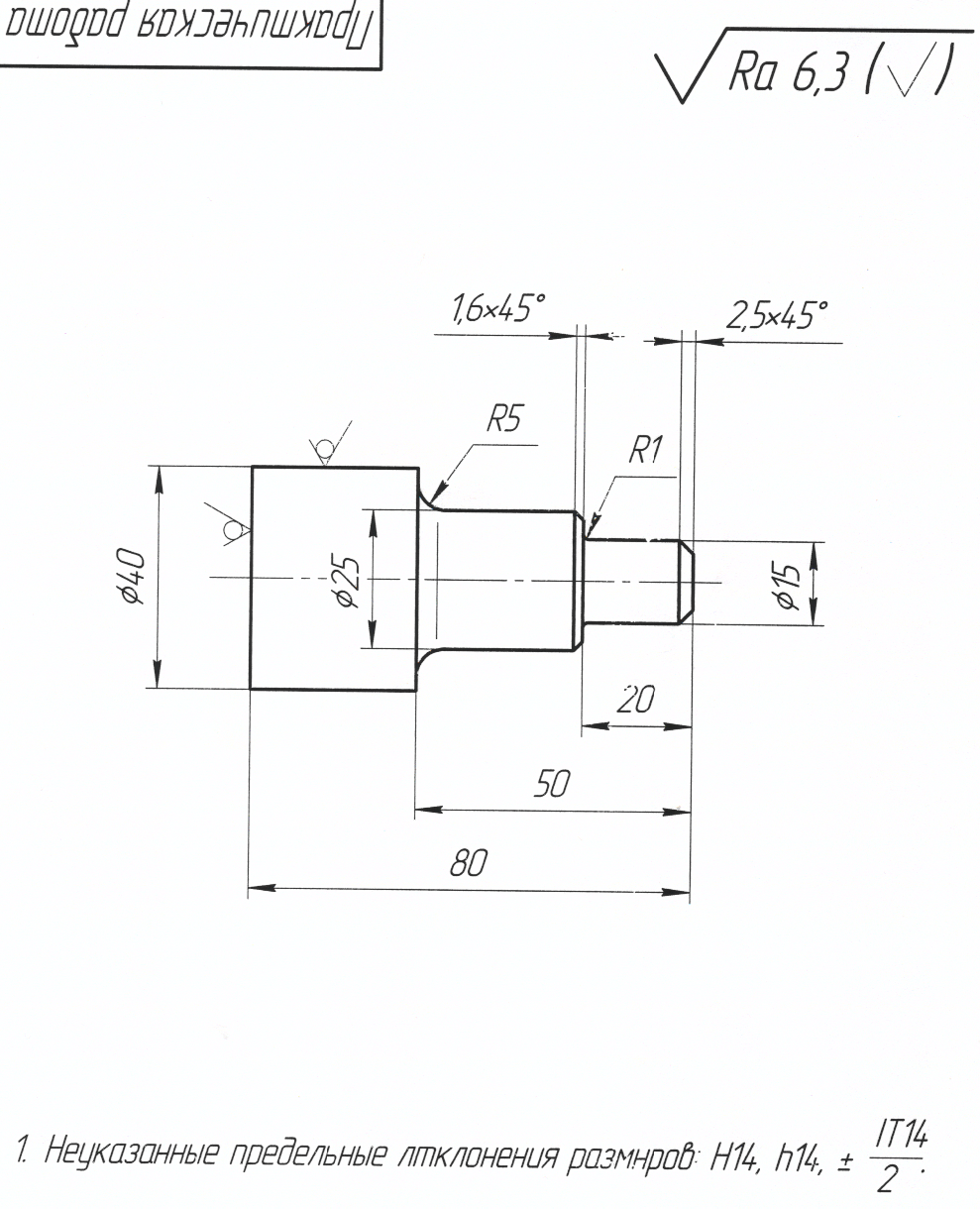
Практическая работа №1
Тема работы: Составление программы для черновой обработки детали
Цель работы: Изучить порядок составления программы для черновой обработки детали
Методическое обеспечение: Учебный элемент № 8
Оборудование: токарный станок с ЧПУ HAAS TL 1
Описание: Изучить порядок и составить блок программы по нарезанию резьбы за 1 проход
Ход выполнения:
1. Прослушать краткий инструктаж по технике безопасности.
2. Изучить учебный элемент № 8.
3. Составить блок программы по нарезанию наружной резьбы за 1 проход резца.
Пример выполнения задания: 
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры детали по вариантам
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
 Пример выполнения задания:
% -начало программы
О4550 –номер программы
N1 Т303(PROHOD - R08) -выбрать инструмент
N2 G50 S1000 - ограничение скорости шпинделя на
заданную величину
N3G97 S330 M03 - отмена постоянной скорости резания,
скорость в об/мин, вращение шпинделя по
часовой стрелке
N4 G54 G00 X100 Z100 -переключиться на заданную оператором
систему координат, подвести резец в
исходную точку
N5 X41 M08- подвести резец к заготовке по оси Х,
включить основное охлаждение
N6 G01 Z1 -подвести резец к торцу детали по оси Z
7 G41X0 F0.1 -компенсировать радиус инструмента слева,
подрезать торец, подача 0, 1 мм /об
N8 G40 G00X41 - отмена компенсации размера инструмента,
отвести резец от заготовки по Х Пример выполнения задания:
% -начало программы
О4550 –номер программы
N1 Т303(PROHOD - R08) -выбрать инструмент
N2 G50 S1000 - ограничение скорости шпинделя на
заданную величину
N3G97 S330 M03 - отмена постоянной скорости резания,
скорость в об/мин, вращение шпинделя по
часовой стрелке
N4 G54 G00 X100 Z100 -переключиться на заданную оператором
систему координат, подвести резец в
исходную точку
N5 X41 M08- подвести резец к заготовке по оси Х,
включить основное охлаждение
N6 G01 Z1 -подвести резец к торцу детали по оси Z
7 G41X0 F0.1 -компенсировать радиус инструмента слева,
подрезать торец, подача 0, 1 мм /об
N8 G40 G00X41 - отмена компенсации размера инструмента,
отвести резец от заготовки по Х
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 10 Наименование: Чистовое и черновое обтачивание по кодам G70 – G71 Профессия: Оператор станков с программным управлением | |
| N9G71 P10 Q28 D1 F0.24 -включить цикл черновой многопроходной обработки заготовки с 10 по 23 кадры, глубина резания 1мм, подача-0, 24мм/об N10 G42 G00 X10 - Компенсировать радиус инструмента справа, подвести резец к диаметру 10мм (к исходной точки фаски) N11 G01 Z0 F0.1 -подвести резец к торцу (к исходной точки фаски), подача 0, 1мм/об N12 X15 Z2.5–обработать фаску до конечной точки N13 Z19- проточить ступень 1до галтели R1 N14 G02 U2 W-1 R1- обработать галтель (по часовой стрелке) радиусом R1(координаты конечной точки заданы в приращениях) N15 G01X21.8- подрезание торца ступени2 до исходной точки фаски N16 X25 Z-21.6– обработка фаски до конечной точки N17 Z-45-точение ступени 2 до галтели N18 G02 X35 Z-50 R5-обработка галтели R5 N19 G01 X39.4 -подрезание торца ступени 3до скругления R0, 3 N20 G03 X40 Z-50.3 R0.3 -скруглить R0, 3 кромку ступени 3 N21 G01 G40 U2 -отменить компенсацию размера инструмента, отвести резец от детали на2 мм N22G28 –отвести резец в исходную точку(нуль станка) N23 M09 -выключить охлаждение G70 P10 Q23 - чистовой проход для строк от N10 до N28 M05 -остановить вращение шпинделя M30 –конец программы % |
|