Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Наименование: G – коды. G85 – G95.
|
|
Министерство образования Республики Мордовия
ГБОУ РМ СПО (ССУЗ) «Саранский политехнический техникум»

УЧЕБНЫЙ ЭЛЕМЕНТ № 13
Наименование: G – коды. G85 – G95.
Профессия: Оператор станков с числовым программным управлением

| ГБОУ РМ СПО «СПТ» | Учебный элемент №13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
| Цели: Изучив данный учебный элемент, Вы будете знать коды G40-G71, а также: - программирование растачивания; - программирование простого резьбонарезания; - примеры использования этих G-кодов; - формат кодов. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия: - правила безопасности HAAS, - пульт управления станком; - функции дисплеев на пульте управления, - включение станка. Ввод и редактирование программы; - оснастка; - G-коды. Подготовительные функции; - функции G00, G01, G02, G03, G04; - коды G09 – G32; - коды G40 - G64; - коды G70 - G71; - коды G72 - G75; - коды G76 – G84.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
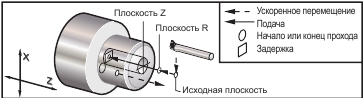
G85 Стандартный цикл растачивания (Группа 09)
F Скорость подачи
L Количество повторов
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
 G86 Стандартный цикл растачивания с остановом (Группа 09)
F Скорость подачи
* L Количество повторов
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
Примечания для программиста: При достижении резцом дна отверстия шпиндель останавливается. Отвод инструмента производится после остановки шпинделя.
G86 Стандартный цикл растачивания с остановом (Группа 09)
F Скорость подачи
* L Количество повторов
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
Примечания для программиста: При достижении резцом дна отверстия шпиндель останавливается. Отвод инструмента производится после остановки шпинделя. 
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
G87 Стандартный цикл растачивания с ручным отводом (Группа 09)
F Скорость подачи
* L Количество повторов
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
 G88 Стандартный цикл растачивания с ручным отводом после задержки (Группа 09)
F Скорость подачи
* L Количество повторов
P Время задержки на дне отверстия
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
Примечания для программиста: Резец выдерживается на дне отверстия в течение времени Р, затем шпиндель останавливается. Инструмент необходимо отвести вручную.
G88 Стандартный цикл растачивания с ручным отводом после задержки (Группа 09)
F Скорость подачи
* L Количество повторов
P Время задержки на дне отверстия
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
Примечания для программиста: Резец выдерживается на дне отверстия в течение времени Р, затем шпиндель останавливается. Инструмент необходимо отвести вручную.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
G89 Стандартный цикл растачивания с задержкой (Группа 09)
F Скорость подачи
* L Количество повторов
P Время задержки на дне отверстия
R Положение плоскости R
*U Приращение по оси Х
*W Приращение по оси Z
*X Команда перемещения по оси Х
*Y Команда перемещения оси Y
*Z Координата дна отверстия
 G90 Цикл обтачивания / растачивания (Группа 01)
F(E) Скорость подачи
*I Необязательное расстояние и направление конуса по оси Х (на радиус)
*U Приращение суммарной глубины ступенчатой подачи по оси Х (на диаметр)
*W Приращение по оси Z от базы
X Абсолютная координата Х базы
Z Абсолютная координата Z базы
G90 Цикл обтачивания / растачивания (Группа 01)
F(E) Скорость подачи
*I Необязательное расстояние и направление конуса по оси Х (на радиус)
*U Приращение суммарной глубины ступенчатой подачи по оси Х (на диаметр)
*W Приращение по оси Z от базы
X Абсолютная координата Х базы
Z Абсолютная координата Z базы

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
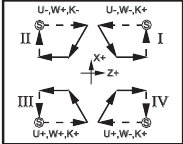
Цикл G90 применяется для простого точения, однако возможно указание координат Х дополнительных проходов.
При указании X, Z и F происходит продольное точение. Для точения конусной поверхности следует указать значение I. Величина конусности указывается относительно базы. Т.е. I прибавляется к Х базы. Каждый из четырех ZX-секторов может быть описан значениями U, W, X и Z. Значение конусности
может быть как положительным, так и отрицательным. Следующий рисунок иллюстрирует примеры обработки каждого сектора с указанием необходимых величин.  Взаимосвязь адресов в циклах G90-92
G92 Цикл нарезания резьбы (Группа 01)
F(E) Скорость подачи, шаг резьбы
*I Необязательное расстояние и направление конуса по оси Х (на радиус)
*Q Начальный угол профиля резьбы
*U Приращение суммарной глубины ступенчатой подачи по оси Х (на диаметр)
*W Приращение по оси Z от базы
X Абсолютная координата Х базы
Z Абсолютная координата Z базы
* необязательный параметр
Примечания для программиста: Настройки 95/96 определяют размер/угол фаски, M23/24 включают/выключают снятие фаски.
Цикл G92 применяется для простого резьбонарезания, однако возможно указание координат Х дополнительных проходов. При указании X, Z и F происходит нарезание цилиндрической резьбы.
Для конической или трубной резьбы следует указать значение I. Величина
Взаимосвязь адресов в циклах G90-92
G92 Цикл нарезания резьбы (Группа 01)
F(E) Скорость подачи, шаг резьбы
*I Необязательное расстояние и направление конуса по оси Х (на радиус)
*Q Начальный угол профиля резьбы
*U Приращение суммарной глубины ступенчатой подачи по оси Х (на диаметр)
*W Приращение по оси Z от базы
X Абсолютная координата Х базы
Z Абсолютная координата Z базы
* необязательный параметр
Примечания для программиста: Настройки 95/96 определяют размер/угол фаски, M23/24 включают/выключают снятие фаски.
Цикл G92 применяется для простого резьбонарезания, однако возможно указание координат Х дополнительных проходов. При указании X, Z и F происходит нарезание цилиндрической резьбы.
Для конической или трубной резьбы следует указать значение I. Величина
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
конусности указывается относительно базы. Т.е. I прибавляется к Х базы. На конце резьбы автоматически выполняется сбег.
Параметры сбега по умолчанию: один виток под углом 45°. Эти значения можно изменить Настройками 95 и 96.
При инкрементном программировании знак числа, следующего за переменными U и W, зависит от направления траектории инструмента. Например, при отрицательном направлении траектории инструмента по оси Х значение U отрицательно.
 Пример программы Описание
% (ПРОГРАММА НАРЕЗАНИЯ РЕЗЬБЫ 1" -12)
O0156
T101
G54;
G50 S3000 M3
G97 S1000
X1.2 Z.2 (УСКОРЕННЫЙ ОТВОД)
G92 X.980 Z-1.0 F0.0833 (НАСТРОЙКА ЦИКЛА НАРЕЗАНИЯ РЕЗЬБЫ)
X.965 (2-Й ПРОХОД)(ПОСЛЕДУЮЩИЕ ЦИКЛЫ)
X.955 (3-Й ПРОХОД)
X.945 (4-Й ПРОХОД)
X.935 (5-Й ПРОХОД)
X.925 (6-Й ПРОХОД)
X.917 (7-Й ПРОХОД)
X.910 (8-Й ПРОХОД)
X.905 (9-Й ПРОХОД)
X.901 (10-Й ПРОХОД)
X.899 (11-Й ПРОХОД)
G53 X0;
G53 Z0;
Пример программы Описание
% (ПРОГРАММА НАРЕЗАНИЯ РЕЗЬБЫ 1" -12)
O0156
T101
G54;
G50 S3000 M3
G97 S1000
X1.2 Z.2 (УСКОРЕННЫЙ ОТВОД)
G92 X.980 Z-1.0 F0.0833 (НАСТРОЙКА ЦИКЛА НАРЕЗАНИЯ РЕЗЬБЫ)
X.965 (2-Й ПРОХОД)(ПОСЛЕДУЮЩИЕ ЦИКЛЫ)
X.955 (3-Й ПРОХОД)
X.945 (4-Й ПРОХОД)
X.935 (5-Й ПРОХОД)
X.925 (6-Й ПРОХОД)
X.917 (7-Й ПРОХОД)
X.910 (8-Й ПРОХОД)
X.905 (9-Й ПРОХОД)
X.901 (10-Й ПРОХОД)
X.899 (11-Й ПРОХОД)
G53 X0;
G53 Z0;
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||
M30;
%
Пример использования начального угла профиля резьбы Q
G92 X-1.99 Z-2. Q60000 F0.2; (Резание под углом 60 градусов)
G92 X-1.99 Z-2. Q120000 F0.2; (Резание под углом 120 градусов)
G92 X-1.99 Z-2. Q270123 F0.2; (Резание под углом 270.123 градусов)
При использовании Q следует выполнять следующие правила:
1. Начальный угол Q следует определять при каждом резьбонарезании. При отсутствии заданного значения подразумевается нулевой угол (0).
2. Угол приращения резьбы составляет 0.001 градусов. Не используйте десятичную точку в записи, например, угол в 180° должен указываться как Q180000, а угол в 35° - как Q35000.
3. Угол Q определяется положительным числом в интервале от 0 до 360000.
При нарезании многозаходной резьбы следует обеспечивать одинаковую высоту профиля независимо от угла профиля резьбы. Одним из способов достижения этой цели является написание подпрограммы, управляющей перемещением по оси Z при нарезании резьб с разными углами профиля. По окончании выполнения подпрограммы можно изменить глубину по оси Х и вызвать подпрограмму снова.
G94 Цикл обтачивания торцов (Группа 01)
F(E) Скорость подачи
*K Необязательное расстояние и направление конуса по оси Z
*U Приращение суммарной глубины ступенчатой подачи по оси Х (на диаметр)
*W Приращение по оси Z от базы
X Абсолютная координата Х базы
Z Абсолютная координата Z базы
* необязательный параметр

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | |
При указании X, Z и F происходит поперечное обтачивание. Для обтачивания конусного торца следует указать значение К. Величина конусности указывается относительно базы. Т.е. К прибавляется к Х базы.
Каждый из четырех ZX-секторов может быть описан значениями U, W, X и Z. Значение конусности может быть как положительным, так и отрицательным.
Следующий рисунок иллюстрирует примеры обработки каждого сектора с указанием необходимых величин.
При инкрементном программировании знак числа, следующего за переменными U и W, зависит от направления траектории инструмента. При отрицательном направлении траектории инструмента по оси Х значение U - отрицательное.
 Взаимосвязь адресов в цикле G94
G95 Жесткое нарезание осевой резьбы вращающимся инструментом (Группа 09)
*C Команда абсолютного перемещения оси C (опция)
F Скорость подачи
R Положение плоскости R
W Приращение по оси Z
X Необязательная команда перемещения по оси Х
*Y Команда перемещения оси Y
Z Координата дна отверстия
Цикл G95 жесткого нарезания резьбы вращающимся инструментом похож на цикл G84 жесткого нарезания резьбы тем, что они оба используют адреса F, R, X и Z. Тем не менее, между ними есть следующие отличия:
Взаимосвязь адресов в цикле G94
G95 Жесткое нарезание осевой резьбы вращающимся инструментом (Группа 09)
*C Команда абсолютного перемещения оси C (опция)
F Скорость подачи
R Положение плоскости R
W Приращение по оси Z
X Необязательная команда перемещения по оси Х
*Y Команда перемещения оси Y
Z Координата дна отверстия
Цикл G95 жесткого нарезания резьбы вращающимся инструментом похож на цикл G84 жесткого нарезания резьбы тем, что они оба используют адреса F, R, X и Z. Тем не менее, между ними есть следующие отличия:
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | |
| • Для нормального нарезания резьбы метчиком систему управления необходимо перевести в режим подачи на оборот (G99). • Перед G95 необходимо указать команду S (скорость вращения шпинделя). • Ось X должна быть установлена между началом координат станка и центром основного шпинделя, а не в положении за центром шпинделя. Пример программы (НАРЕЗАНИЕ РЕЗЬБЫ ПРИВОДНЫМ ИНСТРУМЕНТОМ - ОСЕВОЙ) (метчик 1/4 x 20) T1111 G17 G99 M154 (ВКЛЮЧИТЬ ОСЬ C) (Включение оси C) G00 G54 X6. C0. Y0. Z1. G00 X1.5 Z0.5 M08 S500 G17 G95 C45. Z-0.5 R0.5 F0.05 C135. C225. C315. G00 G80 Z0.5 M09 M135 M155 G28 H0. (Возврат в исходное состояние оси C) G00 G54 X6. Y0 Z1. G18 (Возврат в плоскость XZ) G99 (дюймы в минуту) M01 M30 % |
| ГБОУ РМ СПО «СПТ» | Тест № 1 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | |
| Проверка усвоения Контрольные вопросы Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные. 1. Каким буквенным адресом обозначается количество повторов в G85? А) F, Б) L, В) Q. 2. По какому коду производится ручной отвод резца, после выдержки: А) G85, Б) G86, В) G87. 3. Для точения конусной поверхности по G90, необходимо задать: А) I, Б) R, В) U. 4. Какой буквой обозначается приращение по оси X А) X, Б) W, В) U. 5. Что произойдёт после достижения резцом отверстия при растачивании отверстия по команде G86? А) остановка шпинделя, Б) отвод резца, В) поломка резца. 6. Для нарезания резьбы по коду G92 необходимо ввести значение: А) X, Б) I, В) W. 7. Какими буквами обозначается координата дна отверстия при растачивании отверстия? А) U, Б) Z, В) X. 8. Угол профиля резьбы задаётся буквой: А) W, Б) R, В) Q. |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Практическая работа №1 Тема работы: Цель работы: Изучить порядок составления прогр Методическое обеспечение: Учебный элемент № 9 Оборудование: токарный станок с ЧПУ HAAS TL 1 Описание: Изучить порядок и составить блок пр Ход выполнения: 1. Прослушать краткий инструктаж по технике безопасности. 2. Изучить учебный элемент № 8. 3. Пример выполнения задания: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 13 Наименование: G – коды. G85 – G95 Профессия: Оператор станков с программным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Варианты заданий:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|