Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Учебный элемент № 25
|
|
Министерство образования Республики Мордовия
ГБОУ РМ СПО (ССУЗ) «Саранский политехнический техникум»

УЧЕБНЫЙ ЭЛЕМЕНТ № 25
 Наименование: ПОСТОЯННЫЙ ЦИКЛ СВЕРЛЕНИЯ(G80-G89)
Наименование: ПОСТОЯННЫЙ ЦИКЛ СВЕРЛЕНИЯ(G80-G89)
Профессия: Оператор станков с числовым программным управлением
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
| Цели: Изучив данный учебный элемент, Вы будете знать цикл сверления, а также: - функции цикла сверления; - цикл нарезания резьбы метчиком; - цикл растачивания отверстий. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия:
- управление станком; - общая последовательность работы на станке с ЧПУ; - управление операциями резания; - функция скорости шпинделя; - функции инструмента; - вспомогательные функции; - циклы G90, G92, G94; - циклы обработки G71 – G73; - цикл чистовой обработки. - циклы обработки G74 – G76.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
Постоянный цикл сверления упрощает программу, управляя операцией обработки, заданной несколькими блоками, с помощью одного блока, включающего G-код.
Ниже следует таблица постоянных циклов.
 Главным образом, цикл сверления состоитиз следующих шести последовательных операций.
Операция 1 Позиционирование по оси Х (Z) и оси С
Операция 2 Ускоренный подвод до уровня точки R
Операция 3 Обработка отверстий
Операция 4 Операция у основания отверстия
Главным образом, цикл сверления состоитиз следующих шести последовательных операций.
Операция 1 Позиционирование по оси Х (Z) и оси С
Операция 2 Ускоренный подвод до уровня точки R
Операция 3 Обработка отверстий
Операция 4 Операция у основания отверстия
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
Операция 5 Отвод до уровня точки R
Операция 6 Ускоренный подвод до исходной точки
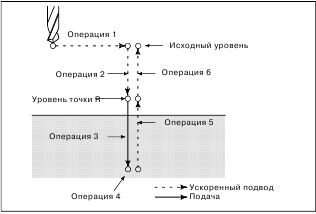 Рис.Последовательность циклической операции сверления
Пояснения
Ось позиционирования и ось сверления
G-код сверления задает оси позиционирования и ось сверления, как показано ниже. Ось С и ось Х и Z используются в качестве осей позиционирования. Ось Х или Z, которая не используется в качестве оси позиционирования, используется в качестве оси сверления.
Несмотря на то, что постоянные циклы включают циклы нарезания резьбы метчиком и циклы сверления, используется только один термин -сверление-для обозначения операций, выполняемых в постоянных циклах.
Таблица: Ось позиционирования и ось сверления
Рис.Последовательность циклической операции сверления
Пояснения
Ось позиционирования и ось сверления
G-код сверления задает оси позиционирования и ось сверления, как показано ниже. Ось С и ось Х и Z используются в качестве осей позиционирования. Ось Х или Z, которая не используется в качестве оси позиционирования, используется в качестве оси сверления.
Несмотря на то, что постоянные циклы включают циклы нарезания резьбы метчиком и циклы сверления, используется только один термин -сверление-для обозначения операций, выполняемых в постоянных циклах.
Таблица: Ось позиционирования и ось сверления
 Режим сверления
G83AG85/G87A89являются модальными G-кодами и остаются действующим до их отмены. Когда эти коды действительны, текущим состоянием является режим сверления. После задания необходимых данных в режиме сверления эти
данные сохраняются до их изменения или отмены. Задавайте все необходимые данные сверления в начале постоянных циклов; во время выполнения постоянных циклов введите только изменения данных.
Режим сверления
G83AG85/G87A89являются модальными G-кодами и остаются действующим до их отмены. Когда эти коды действительны, текущим состоянием является режим сверления. После задания необходимых данных в режиме сверления эти
данные сохраняются до их изменения или отмены. Задавайте все необходимые данные сверления в начале постоянных циклов; во время выполнения постоянных циклов введите только изменения данных.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
Число повторов
Для повторного высверливания отверстий, расположенных на одинаковом расстоянии, задайте в К_ количество повторов. K действительно только в том блоке, в котором он задан. Задайте в режиме приращений положение первого отверстия. Если вы задаете эти данные в абсолютном режиме, операция
сверления повторяется в том же положении.
Отмена
Для отмены постоянного цикла используйте G80 или G-код группы 01.
G-коды группы 01
G00: Позиционирование (ускоренный подвод)
G01: Линейная интерполяция
G02: Круговая интерполяция (по часовой стрелке)
G03: Круговая интерполяция (против часовой стрелки)
Символы на рисунках
В следующих разделах описываются отдельные постоянные циклы. На рисунках в качестве пояснений используются следующие символы:
 ОСТОРОЖНО
В каждом постоянном цикле R_ (расстояние между исходным уровнем и точкой R) всегда рассматривается в качестве радиуса. Тем не менее, Z_или X_ (расстояние между точкой R и основанием отверстия) рассматривается либо в
качестве диаметра, либо в качестве радиуса, в зависимости от технических характеристик.
ЦИКЛ СВЕРЛЕНИЯ НА ЛИЦЕВОЙ ПОВЕРХНОСТИ (G83)/ЦИКЛ
СВЕРЛЕНИЯ НА БОКОВОЙ ПОВЕРХНОСТИ (G87)
Если не задана глубина резания для каждого сверления, то используется стандартный цикл сверления.
Высокоскоростной цикл сверления с периодическим выводом сверла
(G83, G87)
ОСТОРОЖНО
В каждом постоянном цикле R_ (расстояние между исходным уровнем и точкой R) всегда рассматривается в качестве радиуса. Тем не менее, Z_или X_ (расстояние между точкой R и основанием отверстия) рассматривается либо в
качестве диаметра, либо в качестве радиуса, в зависимости от технических характеристик.
ЦИКЛ СВЕРЛЕНИЯ НА ЛИЦЕВОЙ ПОВЕРХНОСТИ (G83)/ЦИКЛ
СВЕРЛЕНИЯ НА БОКОВОЙ ПОВЕРХНОСТИ (G87)
Если не задана глубина резания для каждого сверления, то используется стандартный цикл сверления.
Высокоскоростной цикл сверления с периодическим выводом сверла
(G83, G87)
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
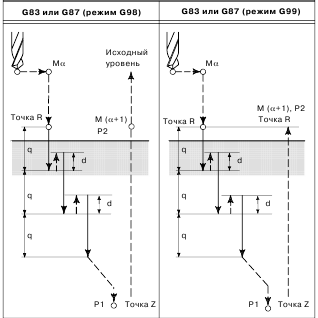
В этом цикле выполняется высокоскоростное сверление с периодическим выводом сверла. Сверло повторяет цикл сверления со скоростью рабочей подачи и периодически отводится на заданное расстояние отвода от основания отверстия. Сверло вытягивает стружку из отверстия во время отвода.
Формат команды имеет вид:
G83 X(U)_ C(H)_ Z(W)_ R_ Q_ P_ F_ K_ M_;
или
G87 Z(W)_ C(H)_ X(U)_ R_ Q_ P_ F_ K_ M_;
X_ C_ или Z_ C_: Данные положения отверстия
Z_ или X_: Расстояние от точки R до основания отверстия
R_: Расстояние от исходного уровня до уровня точки R
Q_: Глубина резания при каждой рабочей подаче
P_: Время задержки у основания отверстия
F_: Скорость подачи при резании
K_: Количество повторов (при необходимости)
M_: M--код для фиксации подачи по оси С (при необходимости).
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
Mα: M--код для фиксации подачи по оси С
M(α +1): M--код для освобождения подачи по оси С
P1: Задержка, заданная в программе
P2: Задержка, заданная в параметре
d: Расстояние отвода, заданное в параметре
 Пример:
M51; Режим индексации по оси С ВКЛ
M3 S2000; Вращение сверла
G00 X50.0 C0.0; Позиционирование сверла вдоль осей X и C
G83Z-40.0R-5.0Q5000F5.0M31; Отверстие для сверления 1
C90.0 M31; Отверстие для сверления 2
C180.0 M31; Отверстие для сверления 3
C270.0 M31; Отверстие для сверления 4
G80 M05; Отмена цикла сверления и остановка вращения
сверла
M50; Режим индексации по оси С ВЫКЛ
ПРИМЕЧАНИЕ
Если не задана глубина сверления для каждой рабочей подачи (Q), то выполняется стандартное сверление.(Смотрите описание цикла сверления.)
Пример:
M51; Режим индексации по оси С ВКЛ
M3 S2000; Вращение сверла
G00 X50.0 C0.0; Позиционирование сверла вдоль осей X и C
G83Z-40.0R-5.0Q5000F5.0M31; Отверстие для сверления 1
C90.0 M31; Отверстие для сверления 2
C180.0 M31; Отверстие для сверления 3
C270.0 M31; Отверстие для сверления 4
G80 M05; Отмена цикла сверления и остановка вращения
сверла
M50; Режим индексации по оси С ВЫКЛ
ПРИМЕЧАНИЕ
Если не задана глубина сверления для каждой рабочей подачи (Q), то выполняется стандартное сверление.(Смотрите описание цикла сверления.)
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
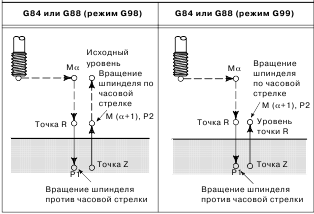
ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ НА ЛИЦЕВОЙ ПОВЕРХНОСТИ (G84) / ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ НА
БОКОВОЙ ПОВЕРХНОСТИ (G88)
В этом цикле выполняется нарезание резьбы.
В этом цикле нарезания резьбы по достижении основания отверстия
Формат команды имеет вид:
G84 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_;
или
G88 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_;
X_ C_ или Z_ C_: Данные положения отверстия
Z_ или X_: Расстояние от точки R до основания отверстия
R_: Расстояние от исходного уровня до уровня точки R
Р_: Время задержки у основания отверстия
F_: Скорость подачи при резании
K_: Количество повторов (при необходимости)
M_: M--код для фиксации подачи по оси С (при необходимости).
 Пояснения
Нарезание резьбы выполняется при вращении шпинделя по часовой стрелке. По достижении основания отверстия шпиндель вращается в обратном направлении для выполнения отвода. Эта операция создает резьбу. Во время нарезания резьбы не действует ручная коррекция скорости подачи. Останов подачи не приводит к остановке станка до завершения операции возврата.
Пример:
Пояснения
Нарезание резьбы выполняется при вращении шпинделя по часовой стрелке. По достижении основания отверстия шпиндель вращается в обратном направлении для выполнения отвода. Эта операция создает резьбу. Во время нарезания резьбы не действует ручная коррекция скорости подачи. Останов подачи не приводит к остановке станка до завершения операции возврата.
Пример:
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
M51; Режим индексации по оси С ВКЛ
M3 S2000; Вращение сверла
G00 X50.0 C0.0; Позиционирование сверла вдоль осей X и C
G83 Z-40.0 R-5.0 P500 F5.0 M31; Отверстие для сверления 1
C90.0 M31; Отверстие для сверления 2
C180.0 M31; Отверстие для сверления 3
C270.0 M31; Отверстие для сверления 4
G80 M05; Отмена цикла сверления и остановка вращения
сверла
M50; Режим индексации по оси С ВЫКЛ
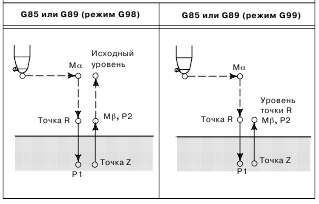
ЦИКЛ РАСТАЧИВАНИЯ НА ЛИЦЕВОЙ ПОВЕРХНОСТИ (G85) / ЦИКЛ РАСТАЧИВАНИЯ НА БОКОВОЙ ПОВЕРХНОСТИ (G89)
Формат команды имеет вид:
G85 X(U)_ C(H)_ Z(W)_ R_ Q_P_ F_ K_ M_;
или
G89 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_;
X_ C_ или Z_ C_: Данные положения отверстия
Z_ или X_: Расстояние от точки R до основания отверстия
R_: Расстояние от исходного уровня до уровня точки R
Р_: Время задержки у основания отверстия
F_: Скорость подачи при резании
K_: Количество повторов (при необходимости)
M_: M--код для фиксации подачи по оси С (при необходимости).
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||||
| Пояснения После позиционирования выполняется ускоренный подвод в точку R. Сверление выполняется от точки R до точки Z. По достижении точки Z инструмент возвращается в точку R со скоростью подачи в два раза превышающей скорость рабочей подачи Пример: M51; Режим индексации по оси С ВКЛ M3 S2000; Вращение сверла G00 X50.0 C0.0; Позиционирование сверла вдоль осей X и C G83 Z-40.0 R-5.0 P500 F5.0 M31; Отверстие для сверления 1 C90.0 M31; Отверстие для сверления 2 C180.0 M31; Отверстие для сверления 3 C270.0 M31; Отверстие для сверления 4 G80 M05; Отмена цикла сверления и остановка вращения сверла M50; Режим индексации по оси С ВЫКЛ ОТМЕНА ПОСТОЯННОГО ЦИКЛА СВЕРЛЕНИЯ (G80) Пример: M51; Режим индексации по оси С ВКЛ M3 S2000; Вращение сверла G00 X50.0 C0.0; Позиционирование сверла вдоль осей X и C. G83 Z-40.0 R-5.0 P500 F5.0 M31; Отверстие для сверления 1 C90.0 M31; Отверстие для сверления 2 C180.0 M31; Отверстие для сверления 3 C270.0 M31; Отверстие для сверления 4 G80 M05; Отмена цикла сверления и остановка вращения сверла M50; Режим индексации по оси С ВЫКЛ | |||||||
| ГБОУ РМ СПО «СПТ» | Тест №1 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||
| Проверка усвоения Контрольные вопросы Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные. 1. Глубина резания при сверлении по коду G83, указывают адресом: А) P, Б) Q, В) R. 2. Функция М51означает, что: А)режим индексации по оси С ВКЛ, Б) режим индексации по оси С ВЫКЛ, В) задаёт плоскость позиционирования. 3. Что происходит в цикле нарезания резьбы по достижении основания отверстия? А) остановка инструмента, на заданное время, Б) отвод инструмента, В) вращение шпинделя в обратном направлении. 4. Количество повторов в коде G84, задаётся буквой: А) К, Б) М, В) F. 5. Время задержки задаётся адресом: А) P, Б) Q, В) C. 6. Для отмены постоянных циклов служит код: А) G70, Б) G80, В) G90. 7. Нарезание резьбы выполняется при вращении шпинделя: А) по часовой стрелке, Б) против часовой стрелке. 8. Цикл сверления по оси Z задаётся кодом: А) G83, Б) G84, В) G85. | |||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №25 Наименование: Постоянный цикл сверления G80 – G89 Профессия: Оператор станков с программным управлением | ||||
| Практическая работа №1
Тема работы: Постоянный цикл сверления отверстий.
Цель работы: Узнать основные элементы циклов сверления
Методическое обеспечение: Учебный элемент №25
Оборудование: Romi M420
Описание: Записать основные функции цикла сверления и составить блок программы по сверлению отверстия
Ход выполнения:
1. Прослушать краткий инструктаж по технике безопасности.
2. Изучить учебный элемент №25.
3. Записать основные функции цикла сверления
4. Согласно своего варианта задания составить, по примеру указанному ниже, блок программы по сверлению отвестия
M51; Режим индексации по оси С ВКЛ
M3 S2000; Вращение сверла
G00 X50.0 C0.0; Позиционирование сверла вдоль осей X и C
G83Z-40.0R-5.0Q5000F5.0M31; Отверстие для сверления 1
C90.0 M31; Отверстие для сверления 2
C180.0 M31; Отверстие для сверления 3
C270.0 M31; Отверстие для сверления 4
G80 M05; Отмена цикла сверления и остановка вращения
сверла
M50; Режим индексации по оси С ВЫКЛ
| |||||
|