Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Лабораторная работа №4. «Методика проведения радиационного контроля»
|
|
«Методика проведения радиационного контроля»
Цель работы: разработать схему контроля сварного соединения при радиационном контроле.
Радиационный контроль служит для выявления как внутренних дефектов, так и недоступных для визуального контроля поверхностных дефектов. Чувствительность контроля зависит от плотности материала и толщины просвечиваемого объекта, характера дефекта, его формы и ориентации, режима и условий просвечивания, метода регистрации результатов контроля. Радиационный контроль проводится в целях выявления в сварных соединениях: внутренних дефектов в виде трещин, непроваров, раковин, пор и шлаковых (окисных и других) включений; недоступных для визуального контроля поверхностных дефектов в виде прожогов, подрезов, превышения проплава и т.п.
Радиационный контроль не позволяет выявлять: поры и включения диаметром поперечного сечения или непровары и трещины высотой менее удвоенной чувствительности контроля; непровары и трещины с раскрытием менее 0, 1 мм; непровары и трещины, плоскость раскрытия которых не совпадаете направлением просвечивания или (при радиоскопическом контроле) с направлением строк телевизионного растра; любые дефекты, если их изображение на снимках совпадает с изображением посторонних деталей, острых углов или резких перепадов толщин свариваемых элементов.
Наиболее целесообразен радиационный контроль для выявления объемных дефектов (пор, раковин и др.), им плохо выявляются плоскостные дефекты (непровары, трещины), плоскость раскрытия которых непараллельна направлению излучения. Самым распространенным методом радиационной дефектоскопии является радиография вследствие ее высокой чувствительности и простоты операций контроля. Важным преимуществом радиографического контроля является возможность определения типа (объемный или плоскостной) и вида (пора, шлаковое включение, непровар или трещина) выявленного дефекта. Однако, как показали результаты вскрытия, сварные швы грузоподъемных и горно-транспортных машин не содержат широко распространенных и значительных по величине объемных дефектов. Кроме того, конструкции грузоподъемных и горно-транспортных машин имеют сложную форму, не обеспечивающую просвечивание по основной схеме (рис. 2.1, а). Приходится использовать различные схемы, не гарантирующие хорошую выявляемость плоскостных дефектов (рис. 2.1, б, в, г). По данным [10] вероятность выявления объемных дефектов в стыковых соединениях составляет около 90-92 %, а вероятность выявления плоскостных дефектов не превышает 30 %.
При проведении радиационного контроля необходимо обеспечить радиационную безопасность персонала. 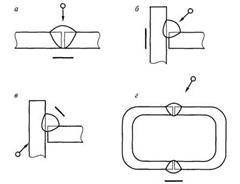
Рис. 2.1. Схемы просвечивания