Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Разливка. Непрерывная разливка
|
|
Назначение разливки стали: производство заготовок для прокатных цехов (новые технологии разливки стали позволяют получать непосредственно готовую продукцию - об этом будет сказано ниже).
После окончания плавки в сталеплавильном агрегате жидкий полупродукт выпускают в сталеразливочный ковш и подвергают внепечной обработке. В результате получают готовую жидкую сталь. Затем готовую жидкую сталь разливают на установках непрерывной разливки или в изложницы. В процессе разливки и последующего затвердевания жидкой стали получают литые заготовки или слитки, которые являются исходным материалом для прокатки. Процесс получения из жидкой стали твердых тел необходимой геометрической формы и размеров называется разливкой.
Разливка - важный этап сталеплавильного производства. Технология и организация разливки в значительной степени определяют качество готового металла и количество отходов при дальнейшем переделе стальных слитков. Неправильно организованной разливкой можно испортить качественно выплавленную сталь.
После окончания плавки в сталеплавильном агрегате жидкий полупродукт сливается в сталеразливочный ковш. В этом же сталеразливочном ковше жидкий металл поступает на установки внепечной обработки и затем на разливку.
Сталеразливочный ковш (рис. 7.1) представляет собой выполненный из стальных листов толщиной до 30 мм футерованный сосуд, имеющий форму усеченного конуса, расширяющегося кверху. К кожуху крепятся две цапфы, за которые ковш захватывают крюками мостового грузоподъемного крана. С помощью крана ковш транспортируют и (при необходимости) удерживают в процессе разливки. Выпуск жидкой стали из ковша осуществляется через сталевыпускные отверстия в днище ковша.
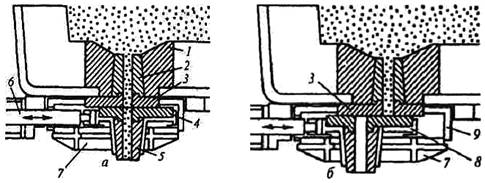
Рисунок 7.2 Шиберный затвор сталеразливочного ковша в открытом (а) и закрытом (б) положениях
1 - гнездовой кирпич, 2 - разливочный стакан, 3 - неподвижная огнеупорная плита, 4 - подвижная огнеупорная плита, 5 - стакан-коллектор, 6 - шток гидроцилиндра, 7 направляющая рамка, 8 - подвижный шибер, 9 - неподвижный корпус
Основные способы разливки:
Непрерывная разливка:
- производство заготовок для листового проката (слябов);
- производство заготовок для сортового проката (сортовой заготовки);
- производство тонкой литой полосы.
Разливка в изложницы с получением слитков необходимой геометрической формы и размеров.
подавляющее количество стали разливается непрерывным способом: в промышленно развитых странах около 97 %, в мире в целом около 94 %. В нашей стране доля непрерывной разливки в настоящее время составляет более 80 %. На всех крупных отечественных металлургических заводах вся сталь разливается непрерывным способом. На старых заводах небольшой мощности сохранилась разливка в изложницы. Именно эти заводы составляют около 20 % в общем объёме производства стали.