Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Основные виды соединений стальных конструкций.
|
|
Основным видом заводских соединений стальных конструкций являются сварные соединения. Сварка до 20 % снижает трудоемкость изготовления, упрощает конструкцию в сравнении с заклепочным соединением. Время создания сварки относят к 1939-40 г. (предвоенный период – до этого применялись заклепочные соединения).
Но возникающие внутренние остаточные напряжения от сварки, суммируясь с напряжениями от действия сил на элемент, усложняют напряженное состояние сварного соединения. В частности, при сварке толстых элементов возникает объемное напряженное состояние, особенно опасное при действии. динамических нагрузок и низких температур, когда оно способствует хрупкому разрушению соединения. В строительных конструкциях применяется в основном электродуговая (ручная, автоматическая, полуавтоматическая, газоэлектрическая и электрошлаковая) сварка. Применение контактной и газовой сварки ограничено.
Преимущество ручной электродуговой сварки заключается в ее универсальности. Она может выполняться в нижнем, вертикальном, горизонтальном и потолочном положениях (рис. 3.1), а также в труднодоступных местах. Более легко поддается механизации и дает лучшее качество шва сварка нижних швов. Вертикальные и потолочные швы трудно механизировать, а при выполнении вручную качество шва относительно не высоко, поэтому применения этих швов следует по возможности избегать.
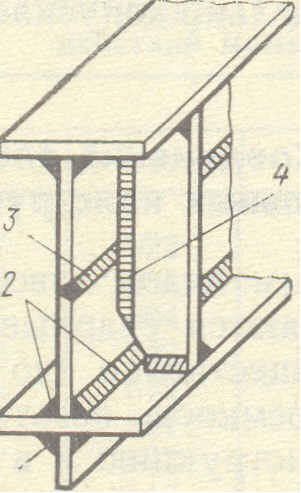
Рис. 3.1. Положение швов в пространстве:
1 - потолочный угловой шов; 2 - нижний угловой шов; 3-горизонтальный стыковой шов; 4 - вертикальный угловой шов
Это обусловило ее широкое распространение на монтаже, где затруднено применение механизированных способов сварки. Однако ручная сварка обладает рядом недостатков - малой глубиной проплавления основного металла, малой производительностью по сравнению с автоматической сваркой под флюсом. Для компенсации этих недостатков применяют тугоплавкие обмазки, которые повышают производительность сварки и увеличивают глубину проплавления шва (сварка с глубоким проплавлением).
В случае автоматической и полуавтоматической сварки дуга замыкается под слоем флюса, флюс расплавляется и надежно защищает расплавленный металл от соприкосновений с воздухом; расплавленный металл в этих условиях остывает несколько медленней, хорошо освобождается от пузырьков газа и шлака, получается чистым, с ничтожным количеством вредных примесей; большая сила тока, допустимая при автоматической сварке, и лучшая теплозащита шва обеспечивают глубокое проплавление свариваемых элементов и большую скорость сварки, хотя этот вид сварки затруднительно вести в вертикальном и потолочном положениях. Электрошлаковая сварка (разновидность автоматической сварки) удобна для вертикальных стыковых швов металла толщиной от 20 мм и более. Она осуществляется под слоем расплавленного шлака; сварочная ванна защищена с боков медными ползунами, охлаждаемыми проточной водой. Сварка в среде углекислого газа не требует приспособлений для удержания флюса, может выполняться в любом пространственном положении, обеспечивает получение высококачественных сварных соединений, хотя при этой сварке поверхность шва получается менее гладкой, чем при сварке под флюсом. К недостаткам такой сварки также относится необходимость защищать рабочих от излучения дуги и от скопления газа.
Сварные швы. По своей форме сварные швы подразделяются на стыковые и угловые (валиковые). Стыковые швы служат для стыкования элементов, лежащих в одной плоскости. Они весьма эффективны, так как дают наименьшую концентрацию напряжений, хотя зачастую требуют дополнительной разделки кромок.
Угловые (валиковые) швы навариваются в угол, образованный элементами, расположенными в двух плоскостях. Создаваемый шов имеет форму валика.
Сварные соединения. По своему типу сварные соединения подразделяются на стыковые, нахлесточные, тавровые и угловые.
Стыковые соединения служат для стыкования элементов, лежащих в одной плоскости. Стыковые соединения бывают двух основных типов: встык (рис. 3.2.) и встык с накладками (рис. 3.3.).
Рис.3.3. Виды сварных соединений встык с накладками
Швы, выполненные при соединении встык, бывают с разделкой кромок и без нее. По форме разделки кромок швы встык бывают U-, V- и Х- образными. Для U- и V- образных швов, завариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров, являющихся источником концентрации напряжений. Соединения встык осуществляют стыковыми швами, прямыми или под углом 45-600.
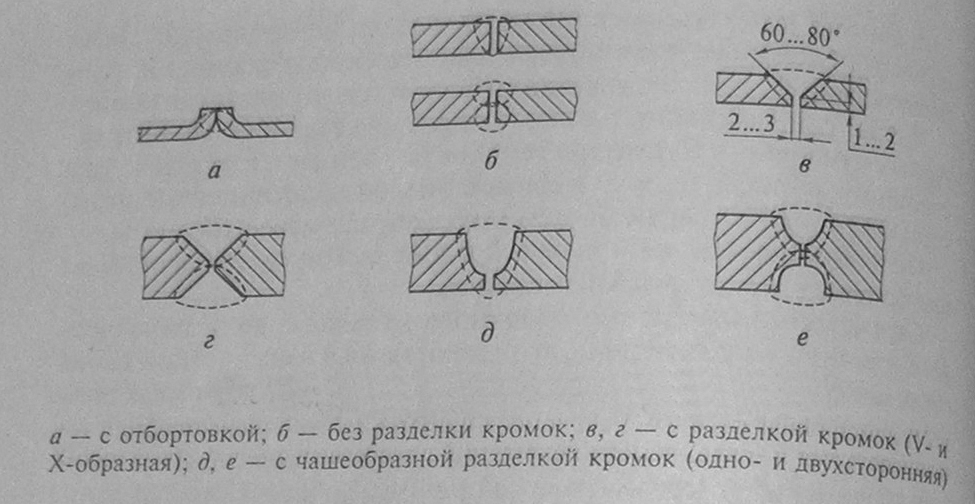
Рис.3.2. Виды сварных соединений встык
Нахлесточные соединения (рис. 3.4.) характеризуются наличием перекрытия кромок свариваемых листов. Разновидностью таких соединений являются прорезные и электрозаклепочные соединения.
Тавровым называют соединение, в котором торец элемента примыкает к боковой поверхности другого элемента и приварен к ней угловыми швами.
Угловым называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев угловыми швами. Угловые и тавровые соединения показаны на рис. 3.4.
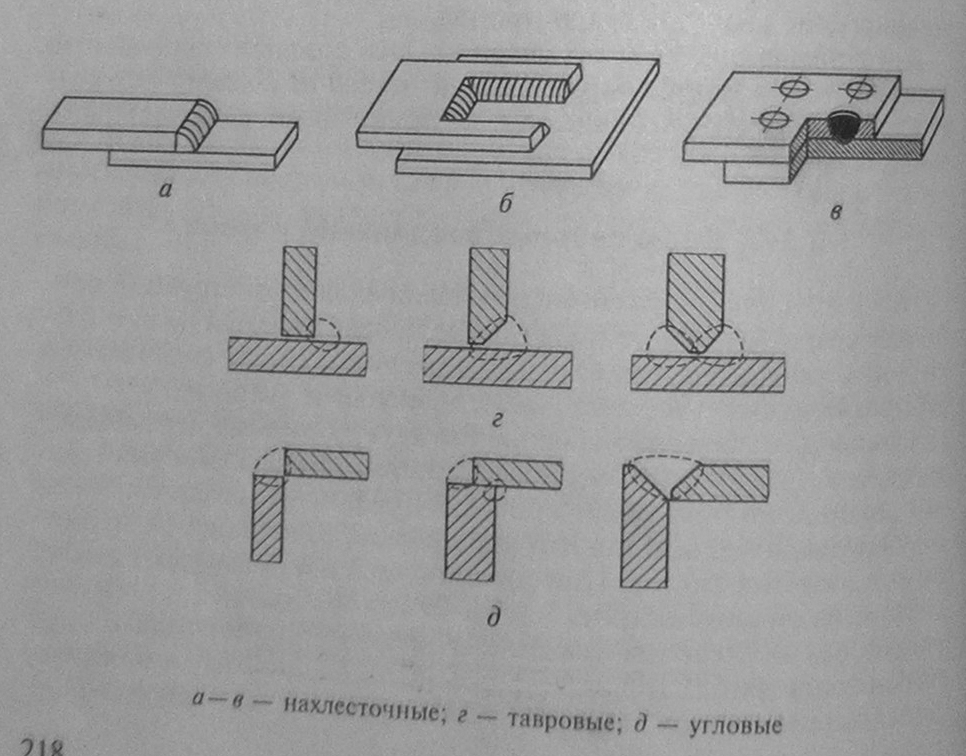
Рис.3.4. Нахлесточные, угловые и тавровые сварные соединения
Расчет сварных соединений строительных конструкций.
В сварных соединениях расчетную длину сварного шва ^ 1ш принимают равной его полной длине 1, уменьшенной с учетом возможного непровара по концам: 1ш = 1 - 2t, где t - наименьшая толщина соединяемых элементов. В случае вывода концов шва за пределы стыка на временные подкладки, которые затем отрезаются, расчетная длина шва 1ш принимается равной его полной длине. Прочность сварных швов характеризуется их расчетными сопротивлениями.
Стыковые соединения, перпендикулярные оси элемента, рассчитывают на центральное сжатие (растяжение) из условия
N ≤ lш× δ ш× Rс(р)св,
где N – расчетная продольная сила; lш – расчетная длина шва; δ ш – расчетная толщина шва, равная наименьшей толщине соединяемых элементов; Rс(р)св – расчетное сопротивление сжатию (растяжению) стыкового шва.
Стыковые швы, перпендикулярные оси элемента, при действии изгибающего момента рассчитывают из условия
σ ш = M/W = (6M)/ (δ ш× lш2) ≤ Rрсв,
где σ ш – нормальные напряжения в шве; M – изгибающий момент; W – момент сопротивления.
Косые стыковые швы рассчитывают на центральное сжатие (растяжение) из условий:
N ≤ lш× δ ш× Rс(р)св/ sin α;
τ ш = (N× cos α)/ (δ ш× lш) ≤ Rcрсв
Здесь τ ш –касательные напряжения в шве; Rcрсв – расчетное сопротивление шва срезу.
Угловые соединения при действии продольной и поперечной сил рассчитывают на условный срез по двум сечениям: по металлу шва и по металлу границы сплавления:
N ≤ β f× Kf× Rwf× γ wf× γ c;
N ≤ β z× Kf× Rwz× γ wz× γ c.
Здесь β f, β z – коэффициенты для расчета углового шва (по металлу шва и по границе сплавления соответственно); Kf – катет шва; Rwf, Rwz – расчетные сопротивления углового шва условному срезу; γ wf, γ wz, γ c– коэффициенты условий работы шва, принимаемые по табл. 3 СНиП II-23-81*.
Заклепочные соединения элементов стальных конструкций ввиду значительной трудоемкости в настоящее время имеют ограниченное применение. Их используют в основном для соединений конструкций с тяжелым режимом работы, при значительных динамических воздействиях (железнодорожные мосты и т.п.). Применяют заклепки из углеродистой стали марки Ст2 с пределом текучести 220 МПа, а также из низколегированной стали марки 09Г2 с пределом текучести 300 МПа. В строительных конструкциях наиболее распространены заклепки диаметром 12, 14, 16, 18, 20, 22, 24, 27 и 30 мм. Отверстия в соединяемых деталях образуют сверлением или продавливанием на 1…1, 5 мм больше диаметра заклепки. В строительстве могут применять заклепки с полукруглыми, потайными и полупотайными головками.
Болтовые соединения. В соединениях стальных конструкций применяют обычные болты по ГОСТ 22356-70*, высокопрочные болты по ГОСТ 22356-77 и анкерные (фундаментные) болты по ГОСТ 24379.1-80. Обычные и высокопрочные болты используют для соединения элементов стальных конструкций друг с другом, а анкерные – для присоединения конструкций к железобетонным фундаментам.
Болты бывают грубой, нормальной, повышенной точности, а также высокопрочные диаметром от 16 до 48 мм. Используют также анкерные болты диаметром до 90 мм. Кроме того, изготовляют анкерные болты диаметром до 90 мм. В комплект болта входят также гайка и шайба.
Болты имеют головку, тело, которые на 2-3 мм меньше толщины соединяемого пакета, и нарезную часть, на которую надевается шайба и навинчивается гайка. Болты грубой и нормальной точности и гайки к ним изготовляют из углеродистой стали и вводят в отверстия, образованные продавливанием или сверлением в отдельных элементах. Края отверстия обычно имеют негладкую поверхность, несовпадение отверстий в отдельных элементах, что ухудшает работу соединения. Разница в диаметрах болта и отверстия на 2...3 мм повышает деформативность соединения, хотя и облегчает посадку болтов и упрощает образование соединения.
Для болтов повышенной точности (из углеродистой или легированной стали) принято поверхность не нарезанной части тела болта обтачивать до строго цилиндрической формы, а диаметр отверстия для таких болтов равен диаметру болта плюс 3 мм.
Высокопрочные болтыизготовляют из углеродистой стали 35 или легированных сталей 40Х, 40ХФА и 38Хс. Болты подвергают термической обработке в уже готовом виде. Высокопрочные болты ставят в отверстия большего, чем болт, диаметра, причем гайки затягивают специальным ключом, достигая большой силы натяжения болтов. Гайки плотно стягивают соединяемые элементы и препятствуют их взаимному сдвигу за счет трения между соединяемыми элементами.
Прочность болтовых и заклепочных соединений зависит не только от материала соединения, а также от качества отверстий, которые по нормам разделены на две группы: В – нормальной точности и С – повышенной точности. Группе C соответствуют болты и заклепки, поставленные в отверстия просверленные на проектный диаметр, в собранных элементах или в отдельных элементах по кондукторам-шаблонам. Группе B – продавленные или просверленные без кондукторов в отдельных деталях.
Расчет заклепочных и болтовых соединений (кроме высокопрочных) производится для двух случаев работы. Когда внешнее усилие направлено поперек оси болта, соединение работает на сдвиг, а болты работают на срез и смятие. Если же усилие действует вдоль оси стержня болта, то болты работают на растяжение, а разрушение соединения наступает после больших пластических деформаций, в результате чего усилие распределяется поровну между всеми болтами. Рис. 3.5, 3.6.
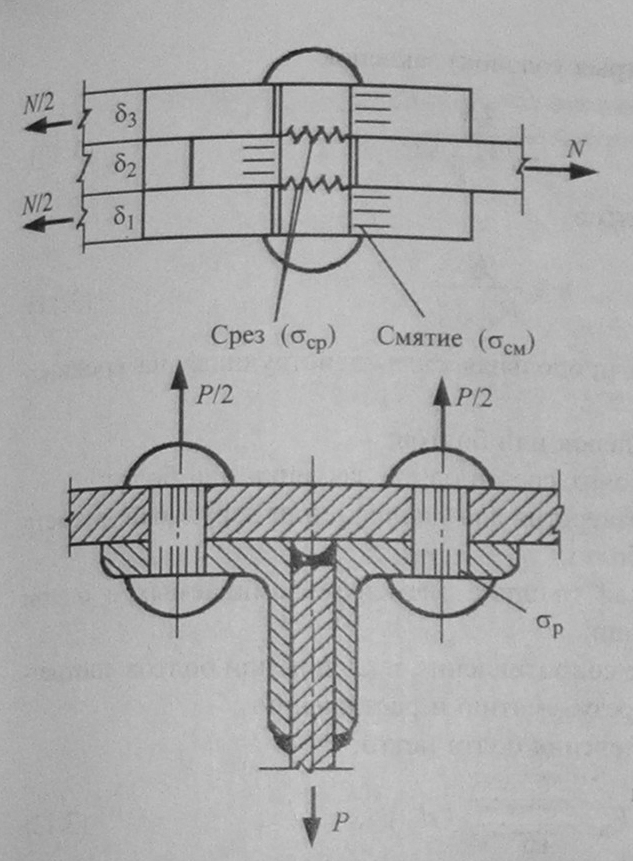
Рис.3.5. Схемы работ заклепочных соединений
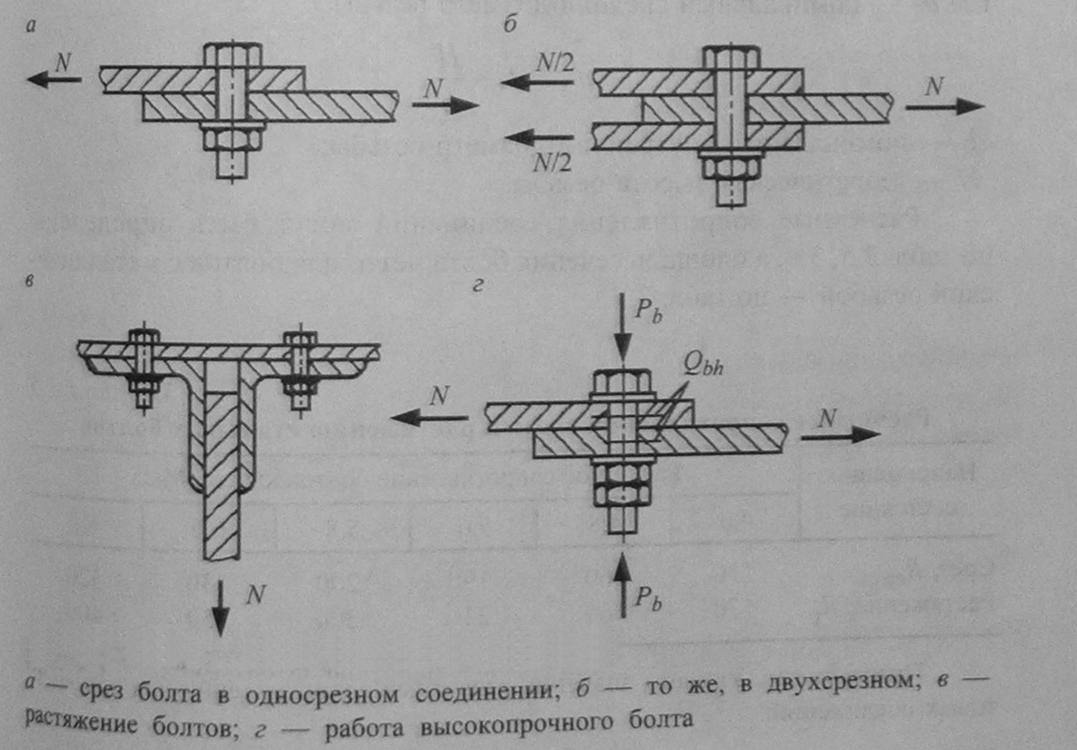
Рис.3.6. Схемы работ болтовых соединений
На срез болтовые и заклепочные соединения рассчитывают из условия:
N ≤ n× nср× A× Rср,
где N – расчетная продольная сила, действующая на соединение; n – число заклепок или болтов; nср – число рабочих срезов одной заклепки или болта; A – площадь рабочего поперечного сечения заклепки или болта; Rср – расчетное сопротивление заклепки или болта срезу.
На смятие болтовые и заклепочные соединения рассчитывают из условия:
N ≤ n× d× Σ δ мин× Rсм,
где d – диаметр отверстия для заклепки или наружный диаметр стержня болта; Σ δ мин – наименьшая толщина элементов сминаемых в одном направлении; nср – число рабочих срезов одной заклепки или болта; A – площадь рабочего поперечного сечения заклепки или болта; Rсм – расчетное сопротивление заклепки или болта смятию.
На отрыв головок (растяжение) заклепочные соединения рассчитывают из условия:
N ≤ n× A× Rрзакл,
где Rрзакл – расчетное сопротивление заклепки растяжению.
На растяжение болтовые соединения рассчитывают из условия:
N ≤ n× Fнт× Rрб,
где Fнт – площадь сечения стержня болта нетто (с учетом уменьшения наружного диаметра резьбой); Rрб – расчетное сопротивление болта растяжению.
Расчет соединений на высокопрочных болтах выполняют с учетом передачи действующих в стыках усилий через трение, возникающее по соприкасающимся плоскостям соединяемых деталей. Требуемое число болтов рассчитывают исходя из условия
N ≤ n× Nб,
где Nб – расчетное усилие воспринимаемое каждой поверхностью трения.
Nб = 0, 65 × m× Rрб × f× nтр,
где m – коэффициент условий работы болтового соединения; f – коэффициент трения, зависящий от качества и способа обработки соединяемых деталей, nтр – число рабочих поверхностей трения одного болта.
17. Как называется арматура, воспринимающая основные растягивающие и сжимающие усилия в железобетонных элементах и арматура, воспринимающая усилия от монтажных нагрузок?