Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Центры и полуцентры упорные
|
|
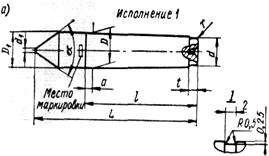
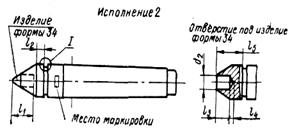
Детали типа валов и некоторые другие базируются центровыми отверстиями (ГОСТ 14034—68) с помощью переднего и заднего центров токарного станка. Передний центр, установленный в конической расточке шпинделя станка, вращается синхронно с деталью. (В круглошлифовальных станках с целью достижения повышенной точности шпиндель шлифовальной бабки выполняется неподвижным.)
Задние центры, установленные в пиноли задней бабки, неподвижны в процессе обработки и работают как подшипники скольжения с большими давлениями, подвергаясь сильному нагреву и износу. Одновременно изнашиваются и соответствующие центровые отверстия в детали, что вызывает определенные погрешности обработки. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой.
Упорные центры выполняются (рис. 55, а) цельными — исполнение 1 — и со вставками из твердых сплавов — исполнение 2. Рекомендуются следующие марки твердых сплавов: ВК6, ВК8, ВК15, ВК20, Т5КЮ и Т5К12В.
 |
Рис. 55. Упорные центры: а – центры; б – вставка; в – полуцентры.