Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ПРИЛОЖЕНИЯ. П1. Варианты заданий на курсовую (расчетно-графическую) работу
|
|
П1. Варианты заданий на курсовую (расчетно-графическую) работу
Деталь 1
 Деталь 2
Деталь 2
| Внешний окружной модуль | mn | |
| Число зубьев | Z | |
| Тип зуба | Прямой | |
| Исходный контур | ГОСТ 16202-81 | |
| Коэффициент смещения | Х | |
| Угол делительного конуса | d | 71°35’ |
| Угол конуса впадин | d f | 69°20’ |
| Степень точности | 7-C | ГОСТ 1158-81 |
| Обозначение чертежа сопряженной шестерни |
Деталь 3
 Деталь 4
Деталь 4
| Модуль нормальный | mn | |
| Число зубьев | Z | |
| Угол наклона | 12°20’ | |
| Направление линии зуба | Правое | |
| Нормальный исходный контур | ||
| Коэффициент смещения | Х | |
| Степень точности | ||
| Делительный диаметр | d |
Деталь 5
 |
| Число зубьев | z | ||
| Сопрягаемая цепь | Шаг | T | |
| Диаметр ролика | D | ||
| Профиль зуба по ГОСТ 591-69 | _ | со смещ. | |
| Класс точности по ГОСТ 591-69 | 3 | ||
| Дивметр делительной окружности | dz | ||
| Сопрягаемая цепь | Ширина внутренней пластины | b | |
| Расстояние между внутренними пластинами | Ввн |
 Деталь 6
Деталь 6
Деталь 7
 Деталь 8
Деталь 8
 Деталь 9
Деталь 9
| Модуль нормальный | mn | |
| Число зубьев | Z | |
| Угол наклона | b | 9°48¢ |
| Направление линии зуба | Левое | |
| Исходный контур | ГОСТ 13755-81 | |
| Коэффициент смещения | Х | |
| Степень точности | 7-С | ГОСТ 16755-81 |
Деталь 10
| Внешний окружной модуль | mn | |
| Число зубьев | Z | |
| Тип зуба | Прямой | |
| Исходный контур | ГОСТ 13754-68 | |
| Коэффициент смещения | Х | 0, 4 |
| Угол делительного конуса | d | 45° |
| Угол конуса впадин | d f | |
| Степень точности | 7-X | ГОСТ 1758-81 |
| Деталь 1. Звездочка | |||||
| Размеры детали, мм | |||||
| D1, h12 | 210, 6 | 288, 6 | 382, 5 | 508, 7 | |
| D2, h11 | 98, 6 | 172, 8 | 244, 1 | 273, 3 | 457, 2 |
| D3 | |||||
| d1, h8 | |||||
| L | |||||
| l1 | 12, 5 | 22, 5 | |||
| l2 | 20, 8 | 28, 5 | 28, 5 | 28, 5 | 31, 4 |
| l3 h12 | 17, 6 | 23, 5 | 23, 5 | 23, 5 | 26, 4 |
| h1 | 15, 2 | 17, 8 | 20, 6 | 20, 6 | 22, 9 |
| a | |||||
| a1(+0, 2) | 35, 3 | 53, 8 | 72, 9 | 94, 9 | 118, 4 |
| r1 | 32, 4 | 37, 8 | 43, 7 | 43, 7 | 48, 6 |
| r2 | 1, 6 | 2, 5 | 2, 5 | 2, 5 | 2, 5 |
| Z | |||||
| T | 31, 75 | 38, 1 | 44, 45 | 44, 45 | 50, 8 |
| D | 19, 05 | 22, 23 | 25, 7 | 25, 7 | 28, 58 |
| dz | 122, 1 | 195, 3 | 270, 0 | 343, 4 | 486, 0 |
| B | 30, 2 | 36, 2 | 42, 4 | 42, 4 | 48, 3 |
| Bвн | 19, 05 | 25, 4 | 25, 4 | 25, 4 | 31, 75 |
| r3 |
| Деталь 2. Колесо зубчатое коническое | |||||
| Размеры детали, мм | |||||
| D1 | 153, 25 | 183, 9 | 245, 2 | 367, 8 | |
| D2 | |||||
| D3 | |||||
| d1 H7 | |||||
| d2 | |||||
| L | 59, 3 | 71, 2 | 94, 9 | 142, 3 | 237, 2 |
| l | 7, 2 | 9, 6 | 14, 5 | ||
| l1 | 52, 8 | 70, 4 | 105, 6 | ||
| l2 | 36, 7 | 58, 7 | 88, 1 | 146, 8 | |
| l3 | 19, 2 | 25, 6 | 38, 4 | ||
| l4 | |||||
| l5 | |||||
| l6 | |||||
| aD10 | |||||
| a1(+0, 2) | 38, 3 | 45, 3 | 60, 4 | 89, 4 | 116, 4 |
| mn | 2, 5 | ||||
| r1 | 2, 5 | ||||
| r3 | |||||
| h1 | 79, 05 | 95, 4 | 126, 5 | 189, 7 | 316, 2 |
| Деталь 3. Корпус | |||||
| Размеры детали, мм | |||||
| D1 | |||||
| D2 | |||||
| D3 Н6 | |||||
| D4 | |||||
| D5 | |||||
| d0, Н6 | |||||
| L | |||||
| l1 | |||||
| l2 | |||||
| R | |||||
| H | |||||
| h1 | |||||
| h2 | |||||
| h3 |
| Деталь 4. Колесо зубчатое | |||||
| Размеры детали, мм | |||||
| D1 h8 | 150, 26 | 225, 4 | 300, 5 | 450, 8 | 338, 1 |
| D2 | 292, 5 | ||||
| D3 | |||||
| D4 | 146, 25 | ||||
| d1 H7 | |||||
| d2 | |||||
| L | |||||
| l1 | |||||
| l2 | |||||
| l3 | |||||
| a H10 | |||||
| a1(+0, 2) | 43, 3 | 64, 4 | 85, 4 | 116, 4 | 95, 4 |
| mn | |||||
| d | 146, 26 | 219, 4 | 292, 5 | 438, 8 | 329, 1 |
| Деталь 5. Звездочка | |||||
| Размеры детали, мм | |||||
| D1 | 148, 1 | 213, 8 | 267, 2 | 402, 5 | |
| D2 | 186, 5 | 234, 1 | 305, 7 | 357, 0 | |
| D3 | |||||
| d1, h7 | |||||
| L | |||||
| l1 | 36, 8 | 43, 4 | 52, 8 | 68, 1 | 71, 6 |
| l2 | 11, 3 | 14, 1 | 17, 0 | 22, 7 | 22, 7 |
| l3 | |||||
| r1 | 1, 6 | 1, 6 | 1, 6 | 2, 5 | 2, 5 |
| r2 | 20, 2 | 27, 0 | 32, 4 | 37, 8 | 43, 7 |
| r3 | |||||
| h1 | 9, 5 | 12, 7 | 15, 2 | 17, 8 | 20, 6 |
| a | |||||
| a1(+0, 2) | 43, 3 | 56, 3 | 69, 4 | 81, 4 | 95, 4 |
| t | 19, 05 | 25, 4 | 31, 75 | 38, 1 | 44, 45 |
| D | 11, 91 | 15, 88 | 19, 05 | 22, 23 | 25, 7 |
| dz | 139, 9 | 202, 6 | 253, 3 | 328, 2 | 382, 9 |
| b | 18, 08 | 24, 08 | 30, 08 | 36, 08 | 42, 28 |
| Bвн | 12, 7 | 15, 88 | 19, 05 | 25, 4 | 25, 4 |
| Z |
| Деталь 6. Корпус | |||||
| Размеры детали, мм | |||||
| D1 | |||||
| D2 h7 | |||||
| D3 | |||||
| D4 | |||||
| D5 | |||||
| d0 | М6 | М3 | М8 | М12 | М24 |
| d1 H6 | |||||
| d2 | 6, 5 | 4, 0 | 9, 0 | ||
| L | |||||
| l1 | |||||
| l2 | |||||
| l3 | |||||
| l4 |
| Деталь 7. Крышка | |||||
| Размеры детали, мм | |||||
| D1 | |||||
| D2 | |||||
| D3 | |||||
| D4 H12 | |||||
| D5 | |||||
| D6 | |||||
| d0 | |||||
| d1 H9 | |||||
| d2 | М5 | М10 | М16 | М8 | М12 |
| L | |||||
| l1 | |||||
| l2 | |||||
| l3 | |||||
| l4 | |||||
| l5 | |||||
| r |
| Деталь 8. Стакан | |||||
| Размеры детали, мм | |||||
| H | |||||
| h1 | |||||
| h2 | |||||
| h3 | |||||
| h4 | |||||
| L | |||||
| l1 | |||||
| l2 | |||||
| d0, Н11 | |||||
| d1 | |||||
| d2, Н11 | |||||
| D1 h11 | |||||
| D2 | |||||
| r | |||||
| Деталь 9. Колесо зубчатое | |||||
| Размеры детали, мм | |||||
| D1 h9 | 299, 2 | 149, 6 | 239, 3 | 359, 0 | 478, 7 |
| D2 | |||||
| D3 | |||||
| D4 | |||||
| d1 H7 | |||||
| d2 | |||||
| L | |||||
| l1 | |||||
| l2 | |||||
| l3 | |||||
| l4 | |||||
| a D10 | |||||
| a1(+0, 2) | 53, 8 | 35, 3 | 43, 3 | 64, 4 | 85, 4 |
| r | 1, 5 | ||||
| mn | 2, 5 | 1, 25 | 2, 0 | 3, 0 | 4, 0 |
| d | 194, 2 | 142, 1 | 235, 3 | 353, 0 | 470, 7 |
| Деталь 10. Колесо зубчатое коническое | |||||
| Размеры детали, мм | |||||
| D1 | 139, 2 | 185, 6 | 278, 4 | 510, 5 | |
| D2 | 104, 2 | 166, 7 | 458, 3 | ||
| D3 | 58, 3 | 93, 3 | 256, 7 | ||
| d1 H7 | |||||
| h1 h9 | 29, 2 | 46, 7 | 128, 3 | ||
| L | 108, 6 | 90, 5 | 144, 8 | 217, 2 | 398, 2 |
| l1 | 64, 4 | 53, 7 | 85, 9 | 128, 8 | 236, 1 |
| l2 h8 | |||||
| l3 | 33, 3 | 53, 3 | 146, 7 | ||
| l4 | 23, 3 | 37, 3 | 102, 7 | ||
| d H10 | |||||
| a1(+0, 2) | 39, 3 | 33, 3 | 51, 8 | 76, 9 | 116, 4 |
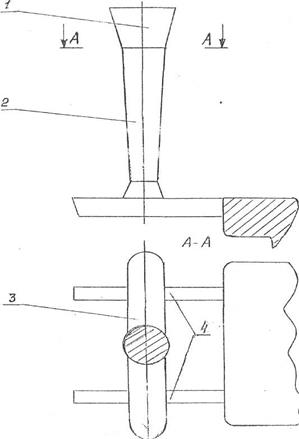 |
Рис. П.2. Литниковая система
1-чаша (воронка); 2-литниковый ход (коллектор, шлакоуловитель);
4-питатели
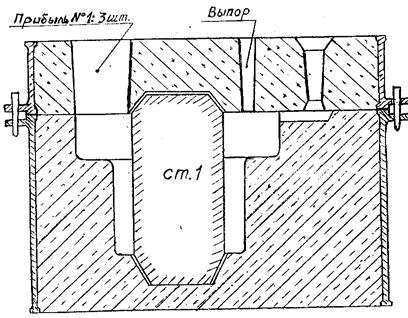
Рис. П.3. Эскиз литейной формы (пример)
Таблица П.4. Песчано-глинистые формовочные смеси для чугунных отливок
| Масса отливки, кг | Толщина стенки отливки, мм | Глина, % | Зерновой состав песка | Состав смеси | Свойства | |||||||||
| Облицовочная | Единая | Влажность, % | Газопрони-цаемость, ст.вд. | Предел прочн. При сжатии, кПа | ||||||||||
| Отраб. смесь | Свеж матер. | Камугол. поронюк | Древ. опилки | Отраб. смесь | ||||||||||
| Для формовки по сырому | До 20 20-200 200-1000 Св.1000 | До10 10-25 25-40 Св.40 | 8-10 7-10 8-10 9-10 | 01А, 016А 016А 02А 02А, 0315Б | 78-59 75-45 70-40 60-40 | 20-38 22-51 22-52 26-55 | 2-3 3-4 4-5 5-8 | - - - - | 96, 5-94, 5 94, 3-92, 3 93, 2-89, 2 88, 8-83, 5 | 3-5 5-7 6-10 10-15 | 0, 5 0, 7 0, 8 1, 2-1, 5 | 4, 5-5, 5 4, 0-5, 5 4, 5-6, 0 5, 0-7, 0 | 25-35 40-60 50-70 70-100 | 29-49 29-49 39-58 49-78 |
| Для формовки по сухому | До20 200-1000 Св.1000 | До10 10-30 Св.30 | 12-14 12-14 12-16 | 02А, 035 0315А С4А, 0315А 01А, 0315А | 70-40 60-35 50-40 | 25-57 37-62 38-50 | - - | 0, 3 0, 3 10-12 | 6, 0-7, 0 6, 0-8, 0 7, 0-8, 0 | 60-80 80-100 | 49-74 49-74 65-71 |
Таблица П.5. Песчано-глинистые формовочные смеси для стальных отливок
| Смесь | Масса отливки, кг | Толщина стенки отливки, мм. | Состав смеси, масс.% | Зерновой состав песка | Свойства смеси | |||||
| Отработан-ная смесь | Кварцевый песок | Глина | Сульфитная барда | Газопроницаемость, ст.ед. | Влажность, % | Предел прочности при сжатии, кПа | ||||
| Облицовочная для формовки по сырому | До100 100-500 Св.500 | ≤ 25 ≤ 25 ≤ 50 | 80-40 75-40 60-40 | 16, 5-53 20, 5-51, 5 33, 5-51, 0 | 3-6, 5 4-8 6-8, 5 | 0, 5 0, 5 0, 5 | 016А, 02А, 02Б 02Б, С2А 02Б, 02А | 80-100 100-120 100-130 | 3, 5-4, 5 4, 0-5, 0 4, 5-5, 5 | 29-49 39-58 49-68 |
| Облицовочная для формовки по сухому | До 5000 | ≤ 50 | 80-40 | 15, 5-50, 5 | 4-9 | 0, 5 | 02А, 0315Б | 70-100 | 5, 0-7, 0 | 49-68 |
| Облицовочная для отливок, склонных к образованию горячих трещин | До 5000 | 80-40 | 12, 5-45, 5 | 4-9 | 1, 5-2, 4 | 02А, 0315Б | 70-100 | 5, 0-7, 0 | 34-58 | |
| Единая для формовки по сырому | До 100 | ≤ 80 | 92-90 | 6, 5-8, 0 | - | 1, 5-2, 0 | 016, 02А, 02Б | 80-100 | 3, 5-4, 5 | 29-49 |
Таблица П.6. Классы точности размеров и ряды припусков на механическую обработку отливок для различных способов литья
| Наибольший габаритный размер отливки, мм | Тип металла и сплава | ||
| Цветные с температурой плавления ниже 700 | Цветные с температурой плавления выше 700 | Ковкий, высокопрочный и легированный чугун, сталь | ||
| Классы точности размеров и ряды припусков | ||||
| Литье под давлением в металлические формы | До 100 Св. 100 | 

|

| 

|
| Литье в керамические формы и по выплавляемым и по выжигаемым моделям | До 100 Св. 100 |

| 

|

|
| Литье в кокиль и под низким давлением в металлические формы без и с песчаными стержнями, литье в песчаные формы, отверждаемые в контакте с оснасткой | До 100 Св. 100 до 630 Св. 630 | 


|


|

|
| Литье в песчаные формы, отверждаемые вне контакта с оснасткой, центробежное, в сырые и сухие песчано-глинистые формы | До 630 Св. 630 до 4000 Св. 4000 |


| 

| 

|
Примечание. В числителе указаны классы точности размеров и масс, в знаменателе – ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие значения – к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние – к отливкам средней сложности и условиям механизированного серийного производства.
Таблица П.7. Допуски размеров отливок для классов точности
| Интервалы номинальных размеров, мм | Допуски размеров отливок, мм, не более, для классов точности размеров отливок | |||||||||||||||
| 7т | 9т | 11т | 13т | |||||||||||||
| До 4 | 0, 24 | 0, 32 | 0, 40 | 0, 50 | 0, 64 | 0, 8 | 1, 0 | 1, 2 | 1, 6 | 2, 0 | - | - | - | - | - | - |
| Св. 4 до 6 | 0, 28 | 0, 36 | 0, 44 | 0, 56 | 0, 70 | 0, 9 | 1, 1 | 1, 4 | 1, 8 | 2, 2 | 2, 8 | - | - | - | - | - |
| Св. 6 до 10 | 0, 32 | 0, 40 | 0, 50 | 0, 64 | 0, 80 | 1, 0 | 1, 2 | 1, 6 | 2, 0 | 2, 4 | 3, 2 | 4, 0 | 5, 0 | - | - | - |
| Св. 10 до 16 | 0, 36 | 0, 44 | 0, 56 | 0, 70 | 0, 90 | 1, 1 | 1, 4 | 1, 8 | 2, 2 | 2, 8 | 3, 6 | 4, 4 | 5, 6 | - | - | |
| Св. 16 до 25 | 0, 40 | 0, 50 | 0, 64 | 0, 80 | 1, 00 | 1, 2 | 1, 6 | 2, 0 | 2, 4 | 3, 2 | 4, 0 | 5, 0 | 6, 4 | |||
| Св. 25 до 40 | 0, 44 | 0, 56 | 0, 70 | 0, 90 | 1, 10 | 1, 4 | 1, 8 | 2, 2 | 2, 8 | 3, 6 | 4, 4 | 5, 6 | 7, 0 | |||
| Св. 40 до 63 | 0, 50 | 0, 64 | 0, 80 | 1, 00 | 1, 20 | 1, 6 | 2, 0 | 2, 4 | 3, 2 | 4, 0 | 5, 0 | 6, 4 | 8, 0 | |||
| Св. 63 до 100 | 0, 56 | 0, 70 | 0, 90 | 1, 10 | 1, 40 | 1, 8 | 2, 2 | 2, 8 | 3, 6 | 4, 4 | 5, 6 | 7, 0 | 9, 0 | |||
| Св.100 до160 | 0, 64 | 0, 80 | 1, 00 | 1, 20 | 1, 60 | 2, 0 | 2, 4 | 3, 2 | 4, 0 | 5, 0 | 6, 4 | 8, 0 | 10, 0 | |||
| Св.160 до 250 | 0, 70 | 0, 90 | 1, 10 | 1, 40 | 1, 80 | 2, 2 | 2, 8 | 3, 6 | 4, 4 | 5, 6 | 7, 0 | 9, 0 | 11, 0 | |||
| Св.250 до 400 | 0, 80 | 1, 00 | 1, 20 | 1, 60 | 2, 00 | 2, 4 | 3, 2 | 4, 0 | 5, 0 | 6, 4 | 8, 0 | 10, 0 | 12, 0 | |||
| Св.400 до 630 | 0, 90 | 1, 10 | 1, 40 | 1, 80 | 2, 20 | 2, 8 | 3, 6 | 4, 4 | 5, 6 | 7, 0 | 9, 0 | 11, 0 | 14, 0 | |||
| Св.630 до 1000 | 1, 00 | 1, 20 | 1, 60 | 2, 00 | 2, 40 | 3, 2 | 4, 0 | 5, 0 | 6, 4 | 8, 0 | 10, 0 | 12, 0 | 16, 0 | |||
| Св.1000 до 1600 | - | 1, 40 | 1, 80 | 2, 20 | 2, 80 | 3, 6 | 4, 4 | 5, 6 | 7, 0 | 9, 0 | 11, 0 | 14, 0 | 18, 0 | |||
| Св.1600 до 2500 | - | - | 2, 00 | 2, 40 | 3, 20 | 4, 0 | 5, 0 | 6, 4 | 8, 0 | 10, 0 | 12, 0 | 16, 0 | 20, 0 | |||
| Св.2500 до 6000 | - | - | - | 3, 20 | 3, 60 | 4, 4 | 5, 6 | 7, 0 | 9, 0 | 11, 0 | 14, 0 | 18, 0 | 22, 0 | |||
| Св.4000 до 6300 | - | - | - | - | - | 5, 0 | 6, 4 | 8, 0 | 10, 0 | 12, 0 | 16, 0 | 20, 0 | 24, 0 | |||
| Св.6300 | - | - | - | - | - | - | 8, 0 | 10, 0 | 12, 0 | 16, 0 | 20, 0 | 24, 0 | 32, 0 |
Таблица П.8. Допуски размеров отливок.
| Допуски размеров отливок, мм | Основной припуск для рядов не более, мм | |||||
| Св. 1, 24 до 0, 30 | 0, 6...0, 8 | 0, 9...1, 2 | 1, 2...1, 6 | 1, 8...2, 2 | 2, 6...3, 2 | - |
| Св. 0, 30 до 0, 40 | 0, 7...0, 9 | 1, 0...1, 3 | 1, 4...1, 8 | 1, 9...2, 4 | 2, 8...3, 2 | |
| Св. 0, 40 до 0, 50 | 0, 8...1, 0 | 1, 1...1, 4 | 1, 5...2, 0 | 2, 0...2, 6 | 3, 0...3, 4 | |
| Св.0, 50 до 0, 60 | 0, 9...1, 2 | 1, 2...1, 6 | 1, 6...2, 2 | 2, 2...2, 8 | 3, 2...3, 6 | |
| Св.0, 60 до 0, 80 | 1, 0...1, 4 | 1, 3...1, 8 | 1, 8...2, 4 | 2, 4...3, 0 | 3, 4...3, 8 | 4, 4...5, 0 |
| Св. 0, 80 до 1, 0 | 1, 1...1, 6 | 1, 4...2, 0 | 2, 0...2, 8 | 2, 6...3, 2 | 3, 6...4, 0 | 4, 6...5, 5 |
| Св. 1, 0 до 1, 2 | 1, 2...2, 0 | 1, 6...2, 4 | 2, 2...3, 0 | 2, 8...3, 4 | 3, 8...4, 2 | 4, 8...6, 0 |
| Св. 1, 2 до 1, 6 | 1, 6...2, 4 | 2, 0...2, 8 | 2, 4...3, 2 | 3, 0...3, 8 | 4, 0...4, 6 | 5, 0...6, 5 |
| Св. 1, 6 до 2, 0 | 2, 0...2, 8 | 2, 4...3, 2 | 2, 8...3, 6 | 3, 4...4, 2 | 4, 2...5, 0 | 5, 5...7, 0 |
| Св. 2, 0 до 2, 4 | 2, 4...3, 2 | 2, 8...3, 6 | 3, 2...4, 0 | 3, 8...4, 6 | 4, 6...5, 5 | 6, 0...7, 5 |
| Св. 2, 4 до 3, 0 | 2, 8...3, 6 | 3, 2...4, 0 | 3, 6...4, 5 | 4, 2...5, 0 | 5, 0...6, 5 | 6, 5...8, 0 |
| Св. 3, 0 до 4, 0 | 3, 4...4, 5 | 3, 8...5, 0 | 4, 2...5, 5 | 5, 0...6, 5 | 5, 5...7, 0 | 7, 0...9, 0 |
| Св. 4, 0 до 5, 0 | 4, 0...5, 5 | 4, 4...6, 0 | 5, 0...6, 5 | 5, 5...7, 5 | 6, 0...8, 0 | 8, 0...10, 0 |
| Св. 5, 0 до 6, 0 | 5, 0...7, 0 | 5, 5...7, 5 | 6, 0...8, 0 | 6, 5...8, 5 | 7, 0...9, 5 | 9, 0...11, 0 |
| Св. 6, 0 до 8, 0 | 6, 5...9, 5 | 7, 0...10, 0 | 7, 5...11, 0 | 8, 5...12, 0 | 10, 0...13, 0 | |
| Св. 8, 0 до 10, 0 | 9, 0...12, 0 | 10, 0...13, 0 | 11, 0...14, 0 | 13, 0...15, 0 | ||
| Св. 10, 0 до 12, 0 | 10, 0...13, 0 | 11, 0...14, 0 | 12, 0...15, 0 | 13, 0...16, 0 | ||
| Св. 12, 0 до 16, 0 | 13, 0...15, 0 | 14, 0...16, 0 | 15, 0...17, 0 | 16, 0...19, 0 | ||
| Св. 16, 0 до 20, 0 | 17, 0...20, 0 | 18, 0...21, 0 | 19, 0...22, 0 | |||
| Св. 20, 0 до 24, 0 | 20, 0...23, 0 | 21, 0...24, 0 | 22, 0...25, 0 | |||
| Св.24, 0 до 30, 0 | 26, 0...29, 0 | 27, 0...30, 0 | ||||
| Св. 30, 0 до 40, 0 | 34, 0...37, 0 | |||||
| Св. 40, 0 до 50, 0 | 42, 0 | |||||
| Св. 50, 0 до 60, 0 | 50, 0 |
Таблица П.9. Классы точности размеров отливок.
| Класс точности размеров отливок | 1-3т | 3-5т | 5-7 | 7-9т | 9-16 |
| Квалитет точности размеров деталей, получаемых механической обработкой отливок | 1Т9 и грубее 1Т8 и грубее | 1Т10 и грубее 1Т8-1Т9 | 1Т11 и грубее 1Т9-1Т10 | 1Т12 и грубее 1Т9-1Т11 | 1Т13 и грубее 1Т10-1Т12 |
Таблица П.10. Формовочные уклоны основных формообразующих поверхностей модельного комплекта для применения песчано-глинистых смесей
| Высота поверхности, Н, мм | Формовочный уклон | |
| Металлического, пластмассового | деревянного | |
| < 10 | 2°17' | 2°54' |
| 10-18 | 1°36' | 1°54' |
| 18-30 | 1°09' | 1°31' |
| 30-50 | 48' | 1°01' |
| 50-80 | 34' | 43' |
| 80-120 | 26' | 32' |
| 120-180 | 19' | 23' |
| 180-250 | 19' | 22' |
| 250-315 | 19' | 22' |
| 315-400 | 18' | 21' |
| 400-500 | 17' | 21' |
| 500-630 | 17' | 19' |
| 630-800 | 16' | 19' |
| 800-1000 | - | 19' |
| > 1000 | - | 19' |
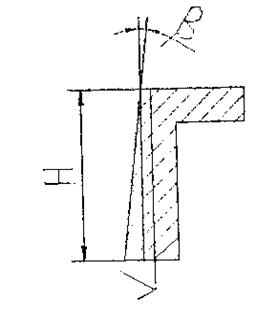
Таблица П.11. Длина горизонтальных знаков для сырых форм.
 (или Д)
(или Д)
| Длина знака l, не более мм | ||||||||||||||
| При длине стержня L мм | |||||||||||||||
| 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | 1250-1600 | 1600-2000 | 2000-2500 | ||
| До 30 | - | ||||||||||||||
| 30-50 | |||||||||||||||
| 50-80 | |||||||||||||||
| 80-120 | |||||||||||||||
| 120-180 | |||||||||||||||
| 180-250 | |||||||||||||||
| 250-315 | |||||||||||||||
| 315-400 | |||||||||||||||
| 400-500 | |||||||||||||||
| 500-630 | |||||||||||||||
| 630-800 | |||||||||||||||
| 800-1000 | |||||||||||||||
| 1000-1250 | |||||||||||||||
| 1250-1600 |
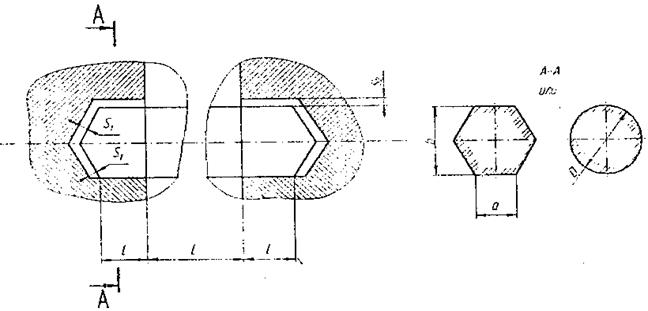
Таблица П.12. Высота нижних вертикальных знаков для сырых форм
|
(или Д)
| Длина знака h, не более мм* | ||||||||||||||
| При длине стержня L мм | |||||||||||||||
| 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | 1250-1600 | 1600-2000 | |||
| < 30 30-50 | - | - | |||||||||||||
| 50-80 | |||||||||||||||
| 80-120 | |||||||||||||||
| 120-180 | |||||||||||||||
| 180-250 | |||||||||||||||
| 250-315 | |||||||||||||||
| 315-400 | |||||||||||||||
| 400-500 | |||||||||||||||
| 500-630 | |||||||||||||||
| 630-800 | |||||||||||||||
| 800-1000 | |||||||||||||||
| 1000-1250 | |||||||||||||||
| 1250-1600 | |||||||||||||||
| 1600-2000 | |||||||||||||||
| 2000-2500 | |||||||||||||||
| < 2500 | - | - |

Таблица П.13. Зазоры между знаками формы и стержня
(на сторону для модельного комплекта третьего класса точности, изготовленного из дерева, мм)
| Высота знака h или h1 | Зазор S1 | ||||||||||||||||
| При длине стержня L | |||||||||||||||||
| < 50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | 500-630 | 630-800 | 800-1000 | 1000-1250 | 1250-1600 | 1600-2000 | 2000-2500 | 2500-3150 | > 1350 | |
| < 30 | 0, 8 | 0, 9 | 1, 1 | 1, 2 | 1, 4 | 1, 6 | 1, 8 | 2, 0 | 2, 2 | 2, 5 | 2, 8 | 3, 3 | 3, 9 | 4, 6 | 5, 5 | 6, 7 | 8, 2 |
| 30-50 | 1, 2 | 1, 3 | 1, 5 | 1, 6 | 1, 8 | 2, 0 | 2, 2 | 2, 4 | 2, 6 | 2, 9 | 3, 2 | 3, 7 | 4, 3 | 5, 0 | 5, 9 | 7, 1 | 8, 6 |
| 50-80 | 1, 4 | 1, 7 | 1, 9 | 7, 2 | 8, 7 | ||||||||||||
| 80-120 | 1, 3 | 1, 5 | 1, 6 | 1, 8 | 2, 0 | 2, 1 | 2, 3 | 2, 5 | 2, 7 | 3, 0 | 3, 3 | 3, 8 | 4, 4 | 5, 1 | 6, 0 | 7, 3 | 8, 8 |
| 120-180 | 1, 4 | 1, 6 | 1, 7 | 1, 9 | 2, 1 | 2, 2 | 2, 4 | 2, 6 | 2, 8 | 3, 1 | 3, 4 | 3, 9 | 4, 5 | 5, 2 | 6, 1 | 7, 4 | 8, 9 |
| 180-250 | 1, 5 | 1, 8 | 2, 3 | 2, 5 | 2, 7 | 2, 9 | 3, 2 | 3, 5 | 4, 0 | 4, 6 | 5, 2 | 6, 2 | |||||
| 250-315 | 1, 6 | 1, 7 | 1, 9 | 2, 0 | 2, 2 | 2, 4 | 2, 6 | 2, 8 | 3, 0 | 3, 3 | 3, 6 | 4, 1 | 4, 7 | 5, 3 | 6, 3 | 7, 5 | 9, 0 |
| 315-400 | 1, 7 | 1, 8 | 2, 0 | 2, 1 | 2, 3 | 2, 5 | 2, 7 | 2, 9 | 3, 1 | 3, 4 | 3, 7 | 4, 2 | 4, 8 | 5, 5 | 6, 4 | 7, 6 | 9, 1 |
| 400-500 | 1, 8 | 1, 9 | 2, 1 | 2, 2 | 2, 4 | 2, 6 | 2, 8 | 3, 0 | 3, 2 | 3, 5 | 3, 8 | 4, 3 | 4, 9 | 5, 6 | 6, 5 | 7, 7 | 9, 2 |
| 500-630 | 1, 9 | 2, 0 | 2, 2 | 2, 3 | 2, 5 | 2, 7 | 2, 9 | 3, 1 | 3, 3 | 3, 6 | 3, 9 | 4, 4 | 5, 0 | 5, 7 | 6, 6 | 7, 8 | 9, 3 |
| 630-800 | 2, 0 | 2, 2 | 2, 3 | 2, 5 | 2, 7 | 2, 8 | 3, 0 | 3, 2 | 3, 4 | 3, 7 | 4, 0 | 4, 5 | 5, 1 | 5, 8 | 6, 7 | 8, 0 | 9, 5 |
| 800-1000 | 2, 2 | 2, 3 | 2, 5 | 2, 6 | 2, 8 | 3, 0 | 3, 2 | 3, 4 | 3, 6 | 3, 9 | 4, 2 | 4, 7 | 5, 3 | 6, 0 | 6, 9 | 8, 1 | 9, 6 |
| 1000-1250 | 2, 4 | 2, 6 | 2, 7 | 2, 9 | 3, 1 | 3, 2 | 3, 4 | 3, 6 | 3, 8 | 4, 1 | 4, 4 | 4, 9 | 5, 5 | 6, 2 | 7, 1 | 8, 4 | 9, 9 |
| Зазор S2 | 1, 2 | 1, 5 | 1, 7 | 2, 0 | 2, 3 | 2, 6 | 2, 8 | 3, 1 | 3, 5 | 4, 0 | 4, 5 | 5, 2 | 6, 2 | 7, 5 | 8, 7 | 10, 5 |
Таблица П.14. Литейная усадка основных литейных сплавов
см. [2], с.391
| Материал | Свободная линейная усадка, % |
| Чугуны серые | 1, 0-1, 2 |
| Чугуны фосфористые | 0, 7-0, 8 |
| Чугуны высокопрочные | 1, 5-1, 8 |
| Стали углеродистые | 1, 8-2, 0 |
| Стали легированные | 1, 8-2, 5 |
| Бронзы фосфористые | 0, 6-0, 8 |
| Бронзы оловянные | 1, 3-1, 6 |
| Бронзы алюминиевые | 2, 0-2, 2 |
| Алюминиево-медные сплавы | 1, 4-1, 5 |
| Алюминиево-магниевые сплавы | 1, 2-1, 3 |
| Алюминиево-кремниевые сплавы | 1, 0-1, 2 |
| Магниевые сплавы | 1, 5-1, 7 |
Таблица П15. Назначение материала и его пластичность.
| Наименование | ГОСТ | Марка | Пластичность | Назначение |
| Сталь углеродистая обыкновенного качества | 380-94 | Ст 3СП Ст 3ПС Ст 4 Ст 5 Ст 6ПС | Высокая Высокая Высокая Высокая Высокая | для неответственных деталей, работающих без трения втулки, вкладыши, рычаги, кожухи, кольца, оси; для малонагруженных осей, валов; для деталей средних напряжений; звездочек и др деталей, применяемых в термически обработанных состояниях для деталей повышенной прочности: осей, валов, пальцев, шестерен и др деталей, применяемых в термически обработанных состояниях |
| Сталь углеродистая качественная | 1050-88 | 15, 20 30, 35 40, 45 | Высокая Высокая Высокая | для малонагруженных мелких и средних деталей простой конфигурации, работающих в условиях трения: валиков, пальцев, осей, втулок; для деталей с высокой проч-ю и вязкостью сердцевины, испытывающих небольшие напряжения: осей, валиков, шпинделей, втулок, звездочек, тяг, траверс, рычагов, дисков, крепежных деталей; для деталей с высокой прочностью и вязкостью сердцевины: коленчатых валов, шатунов, зубчатых колес, шпинделей, осей, муфт, фрикционных дисков, крепежных деталей, зубчатых реек и др. деталей, от которых треб. повыш. прочность; |
| Сталь легированная, конструкционная, качественная и высококачественная | 4
|