Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Припуски на диаметр под развертывание (в мм)
|
|

Подачу при развертывании производят вручную — перемещением пиноли задней бабки. Подача должна быть равномерной, иначе поверхность отверстия получится недостаточно чистой, кроме того, появится опасность поломки развертки.
Приемы развертывания. Получить правильно развернутое отверстие можно только при условии, что ось развертки точно совпадает с его осью. В случае несовпадения осей детали и развертки отверстие получится большего диаметра.
Развертка сама точно устанавливается направляющей частью в обрабатываемом отверстии; чтобы не препятствовать этому, целесообразно применять не жесткое, а шарнирное крепление. Тогда развертка, войдя в расточенное отверстие, продвигается свободно по его направлению, снимая одинаковой толщины стружку со всех сторон. Для такого крепления разверток существуют специальные качающиеся оправки.
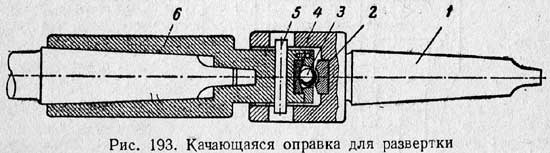
Подобная оправка показана на рис. 193. Хвостовик 1 оправки 4 закрепляется в коническом отверстии пиноли задней бабки. В коническое отверстие втулки 6 вставляется хвостовик развертки; конец втулки 6 входит с зазором в отверстие оправки 4. Штифт 5 также свободно проходит через отверстие в оправке, и благодаря этому развертка может качаться во всех направлениях. Закаленный шарик 3, упирающийся в подпятник 2, обеспечивает передачу развертке усилия подачи по оси, не уменьшая ее подвижности.
Режимы резания при развертывании. Подача при развертывании вследствие незначительного припуска на обработку может быть взята большой: при развертывании стали— 0, 8—3 мм/об, для чугуна — в 1½ раза больше.
Скорость резания при развертывании стали, чугуна и бронзы развертками из быстрорежущей стали рекомендуется от 6 до 10 м/мин.
Для получения при развертывании правильного по размерам отверстия с чистой поверхностью очень важен выбор охлаждающей жидкости. При развертывании стали применяется охлаждение эмульсией или минеральным маслом с серой (сульфофрезолом), а также растительными маслами; развертывание чугуна, бронзы и латуни производится без охлаждения.
Брак при развертывании. Иногда поверхность развернутого отверстия получается недостаточно чистой, т. е. на ней остаются риски, надиры, выхваты и следы дробления. Это обычно бывает при грубой предварительной обработке отверстия под развертку, большом припуске, неправильном выборе диаметра развертки, неправильной заточке развертки, затуплении развертки, при забоинах на ее режущей или направляющей частях, неправильном выборе подачи и охлаждения.