Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Дефлегматор самогонного апарату. Теорія та збирання своїми руками.
|
|
Почнемо знайомство з дефлегматором з невеликою теоретичної інформації.
Дефлегматор (він же - сухопарник, він же - відстійник самогонного апарату), як вже було неодноразово відзначено, є не обов'язковим, але вкрай бажаним елементом самогонного апарату, тому він дозволяє істотно підвищити якість кінцевого продукту. Справа в тому, що до складу браги крім етилового спирту входить ціла група більш важких спиртів, жирних кислот та ін. Неприємних компонентів - в просторіччі - сивушні масла (докладніше у Вікіпедії). Фішка в тому, що всі ці " сивушні масла" мають температуру кипіння вище, ніж температура кипіння етилового спирту (78 C), але випаровуються вони в досить помітних кількостях вже при досягненні заданої температури, і потрапляючи в самогон, сильно погіршують його якість (гарячий чай в чашці не кипить, але випаровування з його поверхні відбувається досить інтенсивно). У сухопарнику ж спочатку відбувається конденсація суміші всіх парів, а за рахунок безперервного підведення тепла з знову надходить сумішшю парів відбувається повторне закипання етилового спирту, а т.зв. сивушні масла в абсолютній своїй більшості так і залишаються в сухопарнику, тобто відбувається пріоритетна конденсація тяжкокіпящіх фракцій.
Схематично дефлегматор для самогонного апарату виглядає так: 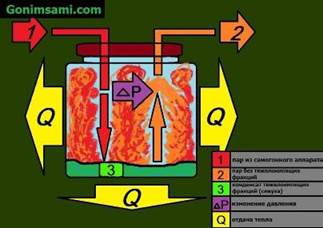
Де: 1 - надходження алкогольної пара з самогонного апарату
2 - спиртомісткий пар без тяжкокіпящіх компонентів (направляється в змійовик)
3 - конденсат тяжкокіпящіх компонентів (сивушні масла, від них ми очищаємо майбутній самогон)
Q - віддача тепла спиртомістким пором через поверхню дефлегматора (сухопарник)
^ P - зниження тиску пари, що залишає дефлегматор, за рахунок розширення та зменшення обсягу із за конденсації тяжелокіпящіх фракцій.
Таким чином застосування дефлегматора дозволяє добитися ефекту не гірше, ніж подвійна перегонка, не збільшуючи при цьому витрат праці і часу. Крім цього він ще й запобігає потраплянню браги в разі її " випльовування" з баку самогонного апарату в готовий самогон, граючи, таким чином ще й роль своєрідного запобіжника. Для більш повної реалізації цієї властивості дефлегматора вхідну трубку потрібно опустити на 5-10 мм нижче трубки, що відводить пари самогону.
Одна з основних характеристик дефлегматора - його здатність до розсіювання тепла. В основному вона залежить від площі стінок дефлегматора, їх теплопровідності і різниці температур між вступником парою і зовнішнім повітрям (або, що там у вас). У більшості випадків використовується скляна банка, з щільно вдягається кришкою, в яку вмонтовані трубки, відповідно підведення пари з самогонного апарату і відводу з дефлегматора до змійовика. Так само слід враховувати, що температура всередині дефлегматора практично не змінюється від потужності, що витрачається на кип'ятіння браги. Тобто, кип'ятимо ми брагу Теном 0, 5 або 2 кВт, всередині одного і того ж дефлегматора температура буде приблизно однаковою. Отже, і втрати тепла в ньому будуть приблизно постійними і не залежать від інтенсивності кипіння. Однак, кількість тепла (в Дж, або кДж) пропущене через дефлегматор буде прямо пропорційно. Отже, втрата тепла у відсотках (при одному і тому ж дефлегматоре) залежатиме від потужності кип'ятіння. Чим нижче потужність нагріву браги в самогонних апаратів тим більша частина пара (в основному, тяжелокіпящіе фракції) буде конденсуватися в дефлегматоре. У випадку застосування як дефлегматора банки з трубками в кришці, можна, так само міняти обсяг банки для більш тонкої настройки конденсації. Для досягнення хороших результатів одного лише сухопарника недостатньо, необхідно використовувати для браги якісну сировину і забезпечити оптимальний режим його бродіння-це не складно, а також не використовувати в конструкції самогонного апарату речовини, які можуть передати самогону свій смак або запах.
Для сухопарник (дефлегматора) нам знадобиться банку з кришкою, що загвинчується (підійде від варення або майонезу, а кришку краще купити нову для домашніх заготовок - вони міцніші і корозійно стійкі).
Далі розмічаємо в кришці два отвори для фітингів від підводить і відводить труб. При цьому необхідно залишити невеликі зазори між гайками і між гайкою і шийкою накрученою банки. Ось так, приблизно:

Потім акуратно вирізаємо канцелярським ножем:


Наметовому на штуцер фторопластову стрічку з таким розрахунком, щоб після обмотки фітінг входив в отвір у кришці дефлегматора з невеликим зусиллям:

Вставляємо в отвір і нагвинчуємо гайку (при цьому сильно закручувати гайку поки не варто - ми ще будемо займатися підгонкою)

Переходимо до наступної стадії - виготовлення трубки від корпусу самогонного апарату до дефлегматора. Сильно довгим цю ділянку робити не варто.
Після обрізки необхідного шматка трубки (25-30см) з одного боку слід припаяти до неї латунний куточок, а з іншого буду кріпити в процесі підгонки з дефлегматором за допомогою фітинга для метало - пластикових труб. 

І на останок, кілька прикладів конструкцій сухопарник. Застосовуєм скляні банки з кришкою, що загвинчується. Ємність варіювалася від 1 літра до 100 мл.
Конструкція дефлегматора для самогонного апарату з одного мідною трубкою

Кришка дефлегматора. На неї накручується банку підходящої ємності 
Пайка:
Важливо!!! Для всіх робіт з харчовим обладнанням потрібно використовувати ТІЛЬКИ безсвинцевого припій
Не забуваймо, що при пайку використовуються розпечені предмети, агресивні рідини, напруга 220 В. Будьте гранично пильні, дотримуйтеся обережності.
Якщо досвіду в пайку замало, то перед складанням серйозних виробів слід потренуватися на обрізках матеріалів, " набити руку". При цьому бажано руйнувати свої пайки, щоб зрозуміти їх справжню суть, і виявити можливі помилки. Часто буває, що зовні пайка виглядає пристойно, а на ділі контакт з припою з основним металом слабкий. Це буває при непрогревов деталі, недостатній кількості флюсу, забрудненнях поверхонь.
Основні інструменти при пайку - електричний паяльник і газовий пальник. Крім міді / латуні при складанні самогонних апаратів широко застосовують і пайка нержавійки. Ну, і, звичайно, самогонний апарат не спаяні без припоев і флюсів.
Електричний паяльник і газовий пальник:
Одним із самих практичних з'єднань металу з металом є пайка.
Важливо!!! Паяльник нагрівається до високої температури. Крім того, паяльник живиться від мережі 220 В. При роботі слід дотримуватися обережності!
Пайка не руйнує вироби, має достатню міцність і значно більш високу адгезію зі скріплюється матеріалом.
Також, пайка безсвинцевим припоєм достатня нейтральна, і, на відміну від різних синтетичних клеїв, що не розчиняється і ніяк не взаємодіє з гарячими парами перегонних рідин
Основний інструментом для пайки - джерело нагріву.
В якості джерел нагріву служать, в основному, електричні паяльники різної потужності.
Нижче представлені паяльники на 25, 100 і (справжній монстр) на 500 ват:




Паяльники з потужністю до 100 Вт годяться тільки для пайки проводів та інших електронних компонентів.
Для пайки нержавійки (із за її низької теплопровідності) у більшості випадків вистачить паяльника на 100+ Вт
Для пайки більше - менше масивних виробів з латуні, а тим більше, з міді 100 Вт вже замало, і пайка перетворюється на секс, а то і зовсім стає неможливою.
Саме для пайки масивних мідних виробів та призначені монструозні електричні паяльники вагою 2, 5 кг і потужністю 500 Вт.
Паяльники до 100 - 150 Вт можна придбати на ринках / в господарських магазинах / попросити у сусіда / дістати з комори і т.д.
З придбанням більш потужного паяльника вже виникають проблеми.
Зупинимося на типах припоїв докладніше. Цікавий для нас тип паяльників конструктивно складається з шнура, що не нагрівається (так повинно бути) рукоятки, корпуса, всередині якого розташований нагрівальний елемент і мідного жала. Мідне жало - найвідповідальніша частина паяльника - від його правильного стану залежить якість пайки і кількість витрачених на пайку зусиль.
Чому жало так важливо?
Мідне жало в електропаяльників виконує відразу декілька функцій.

Перед включенням паяльника в мережу жало потрібно очистити. Для зачистки потрібні абразиви. Для " холодної" зачистки / заточкию Для періодичного очищення в процесі пайки можна використовувати шматок наждачного круга, який завжди лежить поруч.

Якщо в процесі попередньої пайки на жалі утворилися виїмки / раковини, потрібно сточити метал і повернути грані жала плоску форму.


Якщо жало готово, включаємо паяльник в мережу і чекаємо його нагрівання. Тепер його потрібно правильно залудити. Для цього в процесі нагрівання час від часу торкаємося жалом до шматочка каніфолі. По початку нічого відбуватися не буде, але з часом каніфоль почне плавитися. Потрібно по трошки підтримувати невеликий шар каніфолі (буквально плівочку) на жалі, поки воно не нагріється до температури плавлення припою. Як тільки жало досить прогрілося (каніфоль починає диміти), потрібно розплавити ним трохи припою і рівномірно покрити ним жало. Однак, використовуваний в нашій справі харчової безсвинцевого припій значно гірше " свинцевих", і залудити жало може виявитися не багато складніше.



Як тільки жало покриється рівномірним шаром припою - значить паяльник готовий до роботи.
До речі, якщо жало у паяльника дуже швидко чорніє і покривається оксидною плівкою (чорна з райдужними переливами), значить паяльник перегрівається. Справа в тому, що температура побутових паяльників ніяк не регулюється і паяльник нагрівається постійно з однаковою потужністю. Температура жала росте, росте і тепловідвід від нього. При досягненні якоїсь температури тепловіддача вирівняється з нагріванням і температура стабілізується на якомусь значенні, яке дуже сильно залежить від безлічі факторів (температура і швидкість руху повітря навколо паяльника, інтенсивність пайки).
Для зниження температури паяльника можна підключати його через автотрансформатор, напруга на якому встановлена на мінімум (160 В).

Коли ж паяльнику не вистачає потужності, деталь може нагріватися додатково, наприклад, газовим пальником, або феном.
Газовий пальник і фен для пайки:
У попередньому матеріалі ми розглянули електричні паяльники для пайки металів, але що робити, якщо потужності наявного паяльника недостатньо для якісної пайки? Нам на допомогу прийдуть додаткові джерела нагріву - газовий пальник і / або промисловий фен.
Важливо!!! При роботі з нагревающимися інструментами дотримуйтесь пожежну безпеку!
Пальників, що працюють на зрідженому газі величезна безліч. Якщо погуглити, то знайдуться і кишенькові моделі, і цілі різаки, і пальника у вигляді насадок на балон.
Ціна такого пальника ~ 50 $. Газовий картридж 190 гр ~ 3 $. 

Сопла у такої пальника теж змінюються. В принципі, паяти з таким соплом цілком зручно, воно забезпечує відносно рівномірний нагрів деталі і в той же час досить купчасте полум'я. 190 гр газу вистачає на дуже тривалий час роботи, здається, що він ось - ось закінчиться, а пальник все працює і працює.
Загалом, найприємніші відчуття від роботи з такою пальником. Єдиний мінус - з повним картриджем при нахилах пальника полум'я може " плюватися", і потрібно бути обережним.

Крім газового пальника для прогріву деталі можна використовувати і промисловий фен, він же - пістолет гарячого повітря, термофен, будівельний фен і т.д.
Правда, фен не так зручний, як газовий пальник, так як потік повітря з фена набагато більше площі полум'я пальника, а температура менше. Хоча, з іншого боку, при використанні фена простіше не допустити перегріву місця пайки.

При використанні додаткових джерел нагріву слід гріти не саму зону пайки, а місця поруч з нею (більше відноситься до роботи з горілої). Якщо деталі спаюются між собою, то потрібно намагатися вести їх одночасний і рівномірний їх нагрівання. Не слід допускати перегрів деталей. Мідь не повинна сильно темніти, а нержавейка не повинна темніти взагалі. Якщо досвіду в пайці не дуже багато, краще попередньо попрактикуватися на всіляких шматочках і недогризках матеріалів, щоразу відчуваючи результат на міцність. Часто пайка здається ідеальною зовні, але не володіє ніякою міцністю.
При роботі з гарячим металом ніколи не завадять спеціальні рукавиці. Зроблені вони з чогось середнього, між шкірою і азбестом і в них цілком можна притримувати / поправляти / переносити різні гарячі штуки.

Не будуть зайвими і різні залізні інструменти для захоплення і фіксації нагрітих деталей.
При цьому потрібно намагатися, щоб нагреваемая деталь не віддавала тепло масивним лещат, наприклад. Для цього між губками лещат і деталлю можна помістити дерев'яні підкладки, або папір, згорнуту у багато шарів.
Також для пайки використовують різні припої і флюси
Припої і флюси:
У попередньому матеріалі ми розглянули електричні паяльники і газові пальники, які застосовуються в пайку, в цей матеріалі розглянемо найголовнішу частину всіх паяльних процесів - припої і флюси.
Важливо!!! Для всіх робіт з харчовим обладнанням потрібно використовувати ТІЛЬКИ безсвинцевий припій
Роботи проводити в добре провітрюваних приміщеннях, так як пари флюсів здоров'я не додадуть!
Кому не до кінця зрозуміло, чому саме безсвинцевого, може просвітитися у Вікіпедії.
Припій є як би ланкою, що з'єднує деталі при пайку. Свого роду - " металевий клей". У процесі пайки він повинен добре змочити сполучаються метали і затвердівши, досить міцно їх скріпити. Припій в розплавленому стані повинен саме змочувати метал, як би розтікаючись по ньому.
Однак, у порівнянні зі звичайними оловянно - свинцевими припоями у безсвинцевим припоев кілька найгірша смачиваемость металів, що дещо ускладнює лудіння деталей.
Але, нічого не поробиш, адже краще докласти трохи більше зусиль і не ризикувати здоров'ям.
Нижче шматки звичайного оловянно - свинцевого припою ПОС ХХ. З через що міститься свинцю припой покривається його оксидом і набуває сірий колір. Тобто, якщо припій темний - він, швидше за все, містить свинець у своєму складі.

Але поверхня металів майже завжди покрита оксидною плівкою, слідами жирів та іншої хірні. У такому стані метал не змочується припоєм і пайка не виходить. Це як чистий аркуш паперу і такий же лист, але змащений жиром / маслом. Чистий аркуш вода змочить і розтечеться по ньому, а на аркуші промасленого паперу буде збиратися крапельками, які можуть вільно перекочуватися по поверхні
Якщо метал занадто забруднений, то перед пайкою його слід очистити механічно. Для видалення ж оксидної плівки застосовують різні флюси.
Флюси поділяють за активністю, а також вимагають вони змивки, чи ні.
Одним з найбільш " легких", або, слабоактивних флюсів є каніфоль. До складу каніфолі входять відносно слабкі смоляні кислоти.
Каніфоль не підходить для пайки сталей, але непогано справляється з пайкою зачищеною міді / латуні, і ніби як не вимагає змивання. Але, змивки вона не вимагає унаслідок відсутності корозійної активності.

Проте, не дивлячись на відсутність взаємодії з металами каніфоль - штука спирторозчинні. І, якщо вам не потрібен в дистилляті шикарний смак каніфольних смол, то її після пайки слід змити. Але у воді кніфоль не розчиняється, і видалити її з витіюватих нутрощів паяного самогонного апарата буде досить складно.
Одними з найбільш активних флюсів є ортофосфорна кислота і хлорид цинку (" паяльна кислота").

При пайці радіоелектронних компонентів цих флюсів намагаються уникати, так як їх хімічна активність не тільки чудово справляється зі зняттям окислів, а й сам метал з часом руйнує. Тому, активні флюси після пайки вимагають змити своїх залишків. У радіоелектроніки флюс, що потрапив під ізоляцію проводу змити майже неможливо, і в цьому місці буде розвиватися корозія.
Але, ці флюси добре розчиняються у воді, а значить при застосуванні в мирній сфері дистиляції з ними проблем не виникне.
Обидва ці флюсу чудесно справляються з пайкою міді, латуні, чорної / нержавіючої сталі; їх можна застосовувати при складанні сухопарник і змійовиків для самогонних апаратів.
При пайці нержавійки з ортофосфорною кислотою її слід завдає безпосередньо перед пайкою / лудінням, тому що вже через 10 - 15 секунд покрите місце погіршується. Це якось пов'язано з утворенням фосфатів, і може знадобитися механічна зачистка.
Про то, як зробити холодильник і сухопарник відомо, як спаяти і скрутити це всьо до купи тоже не секрет, тож можна приступати до кінцевої стадіїї виготовлення нашого дистилятора, а саме розмістити і підігнати деталі так як буде зручно, мета підгонки - розмістити холодильник в зручному нам місці, штуцери змонтовані на ньому орієнтувати в потрібні нам боку, а отвір в баку розмістити таким чином, щоб була можливість встановити сухопарник між отвором і холодильником. Якщо дотримати всі ці умови, то експлуатація самогонного апарата стане легкою і зручною. Виходячи з усього вищесказаного, розмічаємо місце розташування отвори для відводу парів самогону на молочному чані і на ньому наносимо контур майбутнього отвору з урахуванням використовуваних нами фітингів: 
Якщо впевнені в правильності розташування розмітки, то приступаємо до власне, свердління. Операція дуже відповідальна (думаю всім зрозуміло-чому).
Якщо у Вас є в наявності свердло необхідного діаметра (!), Можете просто просвердлити його, якщо ж такого свердла у Вас немає, то Вам необхідно запастися терпінням і застосувавши свердло діаметром 2-3 мм просвердлити по внутрішньому контуру накресленої нами окружності кілька десятків отворів як на малюнку нижче:


Виламуємо серединку і обробляємо край нашого отвора напильником (можна остроотточеним ножем з твердої сталі або бічною частиною свердла більш великого діаметра (6-10 мм), перевіряємо, як входить наш фітінг і обов'язково зрізаємо всі задирки виступаючі над поверхнею стінки бака з зовнішньої і внутрішньо сторони. Якщо цього не зробити, то домогтися повної герметизації буде набагато важче. і пам'ятайте, отвір повинен бути лише на 1-2 мм ширше вставляючиго в нього фітинга.

З отвором розібралися - значить найскладніша частина робіт позаду, а далі нас чекає найприємніша частина - безпосередньо збірка нашого самогонного апарату, краще ще разок перевірити чи всі запчастини присутні, і пітходять щоб не було обломів.
Щільно обмотуємо куточок на трубці відводу самогонних парів ФУМ стрічкою, вставляємо його в отвір і зсередини ретельно затягуємо латунною гайкою:


Приміряємо холодильник самогонного апарату до кришки дефлегматора.
Відрізаємо шматок мідної трубки потрібної довжини і з'єднуємо з холодильником самогонного апарату.


Після розрізання мідної трубки на місці розрізу потрібно видалити задирки. Та й взагалі, працювати потрібно акуратно.

На всякий випадок промазав всі стики і кришку сухопарник герметизуючим компаундом (епоксидна смола, або сіка).
Різьбу на банці дефлегматора не завадить обмотати фторопластовою стрічкою.

Передостанній штрих - монтаж крана для зливу відходів (кубового залишку, якщо по науковому):

Так само робимо отвір (на цей раз в нижній частині самогонного апарату), так само обмотуємо фторопластовою стрічкою, закручуємо гайкою зсередини, а зверху покриваємо герметиком. За те потім не доведеться вичерпувати цю не надто приємну субстанцію вручну.
І фінальний етап у виготовленні самогонного апарату - виготовлення патрубків, які дозволять відбирати пар з самої верхньої точки, а залишки браги зливати з самої нижньої. Потрібно підібрати трубку відповідного діаметру.


Якщо виготовлені патрубки будуть входити в призначені їм отвори не дуже щільно, їх потрібно обмотати моєю улюбленою фторопластовою стрічкою.


Наш самогонний апарат практично готовий до роботи, залишилося тільки ретельно промити його. Для цього заливаємо в самогонний апарат близько 10 літрів води, доводимо до кипіння і на середньому вогні кип'ятимо без охолодження кілька годин. За цей час перегрітий пар гарантовано вимиє залишки не прореагованого компаунда і всі сторонні запахи, які могли бути присутніми в самогонний апарат. Заодно можна перевірити герметичність самогонного апарату, і якщо щось не так - усунути до перегонки справжнього самогону. І не забуваємо перед самогоноварінням замикати кришку молочного бідона яким-небудь запобіжником.
Також бажано замінити рідну гумову прокладку на саморобну з фторопласту.
Рано чи пізно кожен серйозний самогонник приходить до висновку, що рідна гумова прокладка на молочному бідоні вносить неповторний гумовий аромат в самогон і підлягає заміні.
Для цього в найближчому будівельному магазині купуємо фторопластову сантехнічна підмотка (ФУМ - стрічка) в кількості 5 мотків.
Потім із сталевого прута діаметром близько 5 мм було виготовлено кільце за розмірами рідної гумової прокладки. Тут головний фокус полягає в тому, щоб кінці прута утикалися торцями один в одного. Це дозволить уникнути нерівномірної товщини при намотуванні фторопласта.


А далі все просто: беремо фторопластову стрічку і акуратно намотуємо по зовнішньому радіусу кільця. Час від часу обмотуємо стрічку навколо самого прута. Процес копіткий, звичайно.


Близько години роботи + 4 мотка фторопласта (у кожному 15 м стрічки 19 * 0, 2 мм) вийшла сама екологічно чиста заміна гумовим прокладкам молочних бідонів. На місце така прокладка стала як рідна (при дотриманні достатньої точності, звичайно), герметичність повна + зник мерзенний аромат гуми в кінцевому продукті.


Результат від застосування такої прокладки перевершив всі очікування. Так що, якщо ви ще користуєтеся самогонним апаратом з прокладкою зі звичайної гуми, задумайтеся про її заміні на фторопластову. Тим більше, це не так і складно.
|