Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Кмp — коэффициент учитывающий качество обрабатываемого материала
|
|
Kp — поправочный коэффициент
Кp=Кмp Кφ p Kуp Клp Кrp, (5.10)
Кмp — коэффициент учитывающий качество обрабатываемого материала
 (5.11)
(5.11)

где n — показатель степени
n=1
Кφ p, Kуp, Клp, Кrp — коэффициенты учитывающие геометрию инструмента
Кφ p=1
Kуp=1.4
Кrp=1
K  =0.6
=0.6
Kр=1∙ 1.4∙ 1∙ 0.6∙ 1∙ 1=0, 84
Px=10∙ 125∙ 21.2∙ 0.0830.65 ∙ 200 ∙ 0.84=483 Н
Py=10∙ 67∙ 20.9∙ 0.0830.75 ∙ 200 ∙ 0.84=167 Н
Определяем силу трения
T= 
T=  =83.5 Н
=83.5 Н
Определяем реакцию опор исходя из условия
T=f∙ N (5.12)
где f – коэффициент трения (сталь по стали)
f=0.15
N= 
N=  =557 Н
=557 Н
Из уравнения равновесия определяем значение силы Q
Q=2∙ 557-483=631 Н
Преобразовав формулу для определения усилия закрепления, найдём диаметр пневмоцилиндра.
D  (5.13)
(5.13)
D 
D  93 мм
93 мм
По ГОСТ 15608-70 принимаем Dц=100 мм [ 23, стр.227]
5.4 Описание контрольного приспособления.
Контрольное приспособление предназначено для контроля межосевого расстояния отверстий (67, 116  и 77, 5 ), а так же для контроля диаметра этих отверстий(Æ 10, 565-0, 012).
и 77, 5 ), а так же для контроля диаметра этих отверстий(Æ 10, 565-0, 012).
Контрольное приспособление состоит из плиты к которой винтами крепится
палец с помощью которого оно устанавливается на контролируемую деталь.
В плиту запрессованы втулки в которые вставлены оправки. Перемещение оправок производится при помощи ручки.
К приспособлению предъявляются следующие требования:
-контроль поверочных оправок производить через каждую тысячу деталей
-приспособление устанавливается на контролируемую деталь без ударов и перекосов.
-контролирующие оправки должны входить в отверстия без заеданий и перекосов.
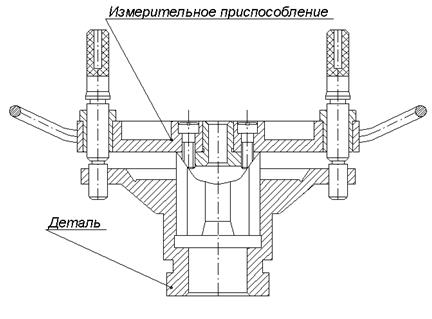
Рисунок. 5.2 Схема контрольного приспособления
|