Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Прессование сфальцованной бумаги
|
|
Качество фальцовки во многом зависит от плотности затяжки фальцев и деформации листа по месту сгиба.
Неплотная затяжка фальцев оказывает большое влияние на качество выполнения последующих операций — приклейку форзацев, крытье блока, а также сказывается на качестве готовой книги. Наиболее плотная затяжка фальцев на кассетных машинах, несколько меньшая - на ножевых. Деформация листа по месту сгиба зависит от направления волокон, а также от плотности бумаги и ее состава — наличия проклеивающих веществ и наполнителей.
Если сфальцованную тетрадь оставить на некоторое время в свободном состоянии, то под действием эластических деформаций плотность фальцев уменьшится.
Во избежание этих нарушений вся сфальцованная продукция подвергается прессованию.
Чтобы процесс прессования достиг определенного эффекта, его необходимо проводить в определенном режиме (давление и продолжительность выдержки). Прессование проводится в пачках по 250—500 тетрадей в каждой, что зависит от объема тетрадей (32- или 16страничные).
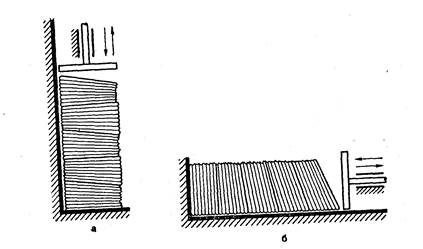
Положение пачки в прессе может быть вертикальным и горизонтальным. При вертикальном ее положении тетради, укладывают по 50 или 100 шт. корешковыми и головными сгибами в разные стороны для устойчивости пачки в прессе при прессовании. Сверху и снизу пачки должны быть твердые прокладки (лучше — дюралюминиевые толщиной 3—4 мм, хуже — деревянные).
Спрессованная пачка должна быть надежно закреплена обвязочным материалом, в качестве которого рекомендуется использовать хлопчатобумажные тесьмы с кольцевыми замками.
Нельзя для обвязки спрессованных пачек использовать шпагат, так как он не выдерживает необходимого давления и режим прессования нарушается.
Операция прессования широко распространена в брошюровочно-переплетном производстве. На различных этапах технологического процесса изготовления книги, операции прессования различаются по усилию обжима и времени выдержки под давлением.
Прессовальное оборудования различных модификаций, по технологическому назначению подразделяется на три группы:
1) паковально - обжимные прессы, предназначенные для обжима сфальцованных листов и их последующей обвязки для усиления эффекта обжима, удобства транспортирования и хранения;
2) блокообжимные прессы для общего обжима книжных блоков и их корешков;
3) переплетно-обжимные прессы для обжима книг.
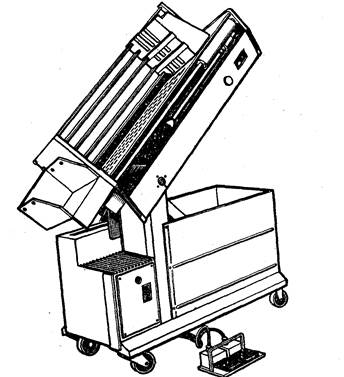
Отечественная промышленность выпускает универсальный обжимной пресс 2БПТ-1, 5.
При использовании пресса в качестве переплетно-обжимного рабочий стол переводят в вертикальное положение, а на неподвижную прессующую плиту, располагающуюся в горизонтальной плоскости, укладывают стопу книг со сдвигом одна относительно другой. При обжиме блоков пресс может работать при любом удобном для обслуживания положении рабочего стола. Угол наклона стола пресса оператор регулирует вручную с помощью рукоятки, приводящей в движение рычажно-винтовой механизм.
Механизм включения педального типа смонтирован как отдельный переносный блок, электрически связанный с прессом гибким рукавом. Такая конструкция механизма включения позволяет улучшить условия обслуживания пресса и дает возможность менять зону обслуживания в зависимости от угла наклона его рабочего стола и особенностей положения пресса. Для большей безопасности обслуживания служит кнопка «Стоп - авария», нажатием на которую пресс выключают.
Пресс 2БПТ-1, 5 оснащен также рядом приспособлений, обеспечивающих более надежную и долговечную его работу, а также облегчающих проведение ремонтных и профилактических работ.
На прессах с горизонтальным положением тетрадей пачки объемом 250—500 шт. укладывают корешками вниз. При таком положении тетрадей более надёжно соблюдается режим прессования.
Давление и продолжительность прессования - являются взаимозаменяемыми факторами. Если при прессовании тетради выдерживались при низком давлении, то для достижения необходимого эффекта следует увеличить продолжительность выдержки пачек в связанном состоянии. При этом необходимо использовать металлические прокладки, и, хлопчатобумажные тесьмы (для обвязки пачек). Необходимый эффект прессования сфальцованных тетрадей достигается при выдерживании пачек в спрессованном состоянии не менее 3ч.
|