Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Структура и классификация производственных процессов
|
|
Производственный процесс – совокупность организованных во времени и пространстве трудовых и естественных процессов технологической трансформации материальных ресурсов в готовую продукцию. Совокупность пр.процессов определяет производственную структуру предприятия, структуру и производительность оборудования и профессионально-квалификационную структуру производственных рабочих.
Структура:
КПП = Конструкторская + Технологическая + Организационная подготовки
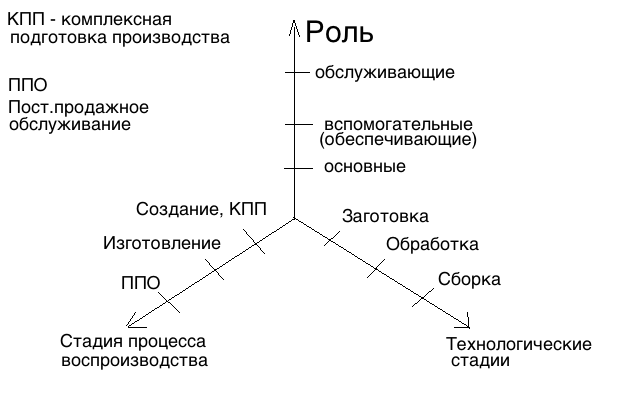
5 классификационных признаков:
1) Назначение в производстве: Основные – процессы производства-изготовления продукции в соответствии со специализацией предприятия. Обеспечивающие делятся на вспомогательные и обслуживающие. Вспомогательные – процессы, результаты которых используют в основных процессах, а также обеспечивающие ход производства. Обслуживающие – процессы, обеспечивающие бесперебойное протекание основных и вспомогательных процессов.
2) Стадия: Заготовительный – процесс производства заготовок как процесс предварительной грубой обработки (резка, литье, штамповка, ковка). Обрабатывающий – процесс изготовления деталей как процесс точной обработки заготовок. Сборочный – процесс сборки отдельных единиц в единое, целое, готовое изделие (может вкл. испытание и упаковку).
3) Труд (живой): Трудовой – процесс с участием живого труда (рабочего). Естественные – процесс без участия, но вследствие живого труда.
4) Протекание во времени: Непрерывный – не допускающий перерывов. Дискретный – вкл. перерывы.
5) Организация: Простой – процесс как последовательность отдельных операций изготовления. Сложный – процесс как совокупность координированных во времени простых процессов изготовления конструктивно сложной продукции.
5. Производственный цикл: структура и длительность
Производственный цикл – часть производственного процесса предприятия по изготовлению изделия (компонента), определяемый как интервал календарного времени от его начала (раннего запуска материальных ресурсов в производство) и до окончания (до выпуска готового изделия/компонента).
Длительность пр.цикла Tц (Lead time LT) является составляющей Общего времени выполнения заказа ( Total lead time TLT ), которое помимо него включает: Время поставки материальных ресурсов (Order Lead Time OLT) и Время сбыта (Order Delivery Lead Time ODLT).
Составляющие структуры пр.ц. обусловливают его длительность в зависимости от технологических нормативов и организации всего пр-ного процесса во времени и пространстве:
Тц = Тп +Тпер = Ттех + Твсп + Тпр + t реж = t шк + t e + T мо + t реж =
= t шт + t пз + t е + t тр + t контр + t компл + t ож +t рез + tреж. Структура отражает длительность пр.ц. но не может быть исп-на для определения его величины, тк не показывает организацию движения материального потока ресурсов. Поэтому рис.
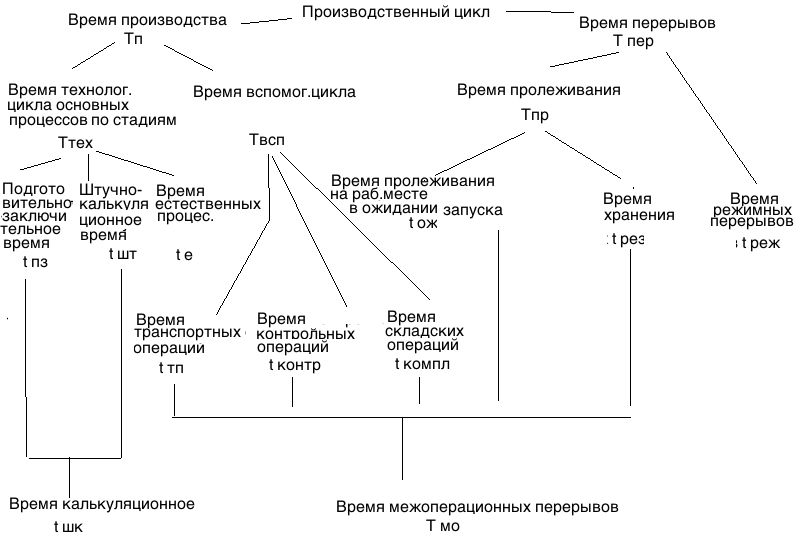
Операционный цикл охватывает всю операцию, выполняемую над единицей потока. Технолог.операция – элементарная часть производ.процесса выполняется на одном рабочем месте. Его основу составляет оперативное время (время непосредственного выполнения технологической операции).
Штучное=штуч.-калькул.+поддготов.-закл.время.
Штучно-калькуляционное время – полная норма времени на операцию (деталь).
В основе подготовительно-заключительного помимо прочих лежит время переналадки и настройки оборудования.
Основу нормы штучного времени составляет оперативное время (основное + вспомогательное), дополняемое временем обслуживания рабочего места (технического и организационного) и временем регламентированных перерывов.
Производственный цикл охватывает весь производ.процесс. Продуктивной основой произ.проц. является операционный цикл. В случае партионной обработки деталей на одной операции длительность последнего определяется:
T оп = (n*tj)/Sj, n – размер партии деталей; tj – норма времени выполнения j-операции; Sj – число раб.мест/оборудования на j-операции.
Производственное планирование в структуре логистического менеджмента промышленного субъекта
Планирование – функция управления. Заключается в формировании целей и задач; определении и распределении инструментов и средств и ресурсов для решения поставленных задач и достижения целей.
Производственный план – предметная совокупность результатов производства и действий (процессов и операций), распределенных во времени и организационно-технологическом пространстве. Тут иерархия проивзод. планирования:
Планирование потребностей в материально-технических ресурсах
В условиях зависимого спроса в системах стандарта MRP требуют исходную информацию:
· Спрос (прогноз) / потребительские заказы на готовую прод-цию – главный план-график производства;
· Структура складских запасов и свободных остатков;
· Структура незавершенного производства (заделы и запущенные в производства изделия);
· Конструкторско-технологическая спецификация – ведомость состава каждого изделия;
· Политика и параметры планирования (размер заказа, структура резервных запасов, сроки поставки и т.д.).
Принятие решения о пополнении склад.запасов (об объемах – при фиксированном ритме, о сроках – при фиксированном объеме) – на основе значения свободного остатка запаса.
Свободный остаток = Текущий запас – Полная потребность + Размещенный заказ. (расчет носит динамический характер). Следующий заказ, когда:
резерв > свободного остатка. Чистая потребность (ЧП) в компоненте:
ЧП = Резерв – Свобод остаток запаса = Полная потребность – Текущ.запас предыдущ.периода – Ожидаемое поступление (Выпуск) + Резерв.
Агрегатный план производства продукции – это второй уровень иерархии планов, разрабатываемых на предприятии. Он позволяет сопоставить данные маркетинговых исследований рынка и возможностей производства в среднесрочном периоде, четко определяет в терминах продуктовых групп и семейств изделий, что должно быть изготовлено и реализовано. Агрегатный план относится к среднесрочным планам предприятия. Осуществляется планирование ключевых ресурсов – персонал предприятия, закупки сельскохозяйственной продукции, добыча ресурсов и др.
В рамках агрегатного планирования на каждый месяц определяется: уровень производства продукции в каждом месяце, уровень рабочей силы, запасов. Цель агрегатного планирования – определение такого уровня всех параметров системы, который обеспечит снижение совокупных издержек на планируемый период.
Варианты адаптации к изменяющимся внешним условиям лог. системы – колебаниям месячного спроса (все в том же агрегатном планировании):
1) Постоянный объем производства при постоянной числен.рабочих.
2) Переменный объем производства при постоянной численности рабочих.
3) Переменный объем производства при переменной численности рабочих.
Дезагрегирование производственных планов направлено на формирование календарных планов-графиков обеспечения производства необходимыми компонентами. Декомпозиция по составляющим: время; конструктивные состовляющие изделия; производств.подразделения предприятия.
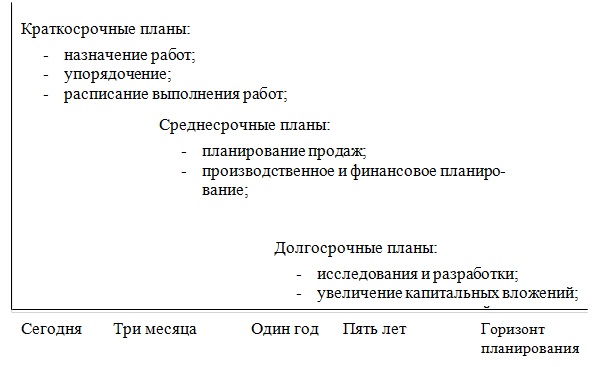
Стратегическое, тактическое и оперативное планирование.
Для долгосрочного периода (стратегическое планирование – 3-5 лет в современном мире, 10-15 – реже, тк все быстро меняется) будет характерно планирование продуктовой новизны (отделом исследования и разработок). Данное планирование необходимо для поддержания конкурентоспособности на рынке с изменяющимися потребностями потребителями-производствами. Тактическое – уточнение стратегии (на год).
Оперативное относится к краткосрочным планам. Заключается в декомпозиции произв.планов, формирования и распределения производственных заданий во времени и пространстве.
Оп.план = оперативно-календарное планирование + диспетчирование (учет, контроль, регулирование).
Цель оп.план: формирование и распределение производственной программы, обеспечивающейвыполнение предприятием плана производства готовой продукции надлежащего качества и в заданные сроки и с наименьшими из возможных издержками.
Расчет ритма запуска-выпуска партии: r = F/N, F – эффективный фонд времени планового периода (например, 22 рабочих дня в месце). N – объем выпуска продукции.
Особенность логистического менеджмента: как по стратегическим, так и по тактическим целям и задачам он связан со всеми функциональными областями менеджмента в процессах управления закупками материальных ресурсов, производством и сбытом готовой продукции.
Основная цель логистического менеджмента предприятия – обеспечение максимального его приспособления к постоянно изменяющимся условиям рыночной среды, получение преимуществ перед конкурентами. Конкурентные преимущества достигаются путем оптимизации происходящих в нем потоковых процессов. Цель конкретизуется задачами:
· организация оптимального движения материального потока, способствующая надежности поставок при максимальном использовании существующих мощностей и минимальных затратах;
· создание системы контроля, позволяющей выявлять неоптимизированные процессы и формировать новые цели предприятия на основе сравнения доходов и расходов;
· создание организационной структуры предприятия, которая не проти-воречит его функциональным особенностям.
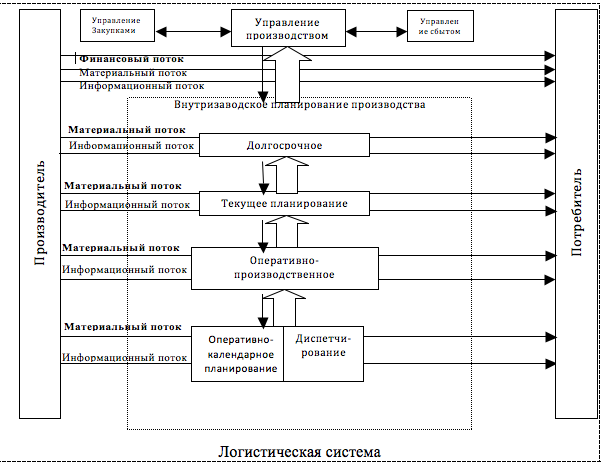
Границы логистической системы определяются производственным циклом, начиная от организации производства и заканчивая доставкой готовой продукции потребителю.
Структура потоков на различных уровнях планирования в системе логистического менеджмента предприятия: (рис.)
7. Концепция «точно-в-срок» и основанные на ней логистические системы тянущего типа.
Логистический подход не является строго определенной научной категорией, но в целом представляет совокупность способов, приемов в исследовании, формировании и управлении деятельстью экономических структур.
Концепция JIT предусматривает, что потоки матер.ресурсов – компонентов, предметов труда в процессе транспформации их в готовый продукт синхронизированы с ежедневным производственным графиком (последовательностью постановки на сборку). Этот график определяется ежедневными корректирующимися заказами – по факту события потребности: каждый процесс должен быть обеспечен требуемыми компонентами в нужном количестве и в точное время.
Условия/факторы системной реализации JIT
Запасы: тенденция сведения запасов к нулю (1 очередь – страховые). Основание для остановки всего проиводства – событие потребности.
Объем партии: работа с поставщиками по принципу точно-в-срок
Запасы незавершенного пр.: равны единице движения потока
Организация сбытовой Д-ти: в идеале – удовлетворение единичного потока заказов.
Поставщики (стратегия): относительно неудаленные; количество относительно невелико; доминирующий фактор выбора поставщика – надежность поставщика.
Качество: Total Quality Management – > никаких отклонений от выработанных решений.
Lead Time: ориентация на наиб. Короткое время произвоственного цикла (с учетом технолог., экономич. возможностей)
Технологическое оборудование: упрощение переналадки; высокотехнологическое оборудование.
Персонал: ориентация на способность многостаночного обслуживания.
Концепция JIT в полной мере реализуется в структуре Системы Управления Производством Тойота (Toyota Production System) и в других системах с вытягивающим механизмом синхронизации производственных потоков. Характеристики:
Процессы:
· организация – ориентирована на реализацию прямоточности;
· планирование – обусловлено потоком заказов потребителей;
· контроль – акцент на контроле качества производ.процессов.
Ресурсы:
· материальные – цикловые заделы соотвествуют единице потока производства; страховые запасы (почти или вовсе) отсутствуют; запасы ГП практически отсутствуют;
· оборудование – структура предусматривает резервные мощности;
· трудовые – способны поддерживать принцип прямоточности производ.потока в силу профессиональной подготовки и квалификации в условиях ротации.