Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Литье в керамические формы
|
|
Керамические формы могут быть отнесены к разряду полупостоянных, так как в отдельных случаях они выдерживают до 10 наливов. Это наблюдается в случае получения отливок простой конфигурации из алюминиевых сплавов и с невысокими требованиями по размерной точности. Для сложных отливок из черных сплавов эти формы являются разовыми.
Технологический процесс производства отливок в керамические формы разбивается на следующие стадии:
- изготовление опорного слоя по промодели;
- приготовление суспензии;
- заливка суспензии в зазор между моделью и опорным слоем;
- отвердевание суспензии;
- извлечение модели из формы и ее обжиг.
Схематически эта последовательность представлена на рис. 4.19. По чертежу отливки изготавливают модель и промодель, размеры которой несколько больше, чем размеры модели. Если опорный слой изготавливают из чугуна, то необходимость в промодели отпадает. Промодель 1 устанавливают на плиту и накрывают опокой 2. Затем в опоку засыпают смесь, состоящую из 60...70 % шамотной крошки, до 36 % песка, до 3, 5 % вспученного перлита, до 8, 5 % цемента и до 1 % 10%-ного раствора NaOH. Затвердевая, эта смесь образует опорный слой 3. Затем опоку снимают вместе с опорным слоем и устанавливают ее на модель 4. В зазор между моделью и опорным слоем заливают суспензию 5. После ее затвердевания модель удаляют из формы, которую прокаливают при температуре 800...900 0С.
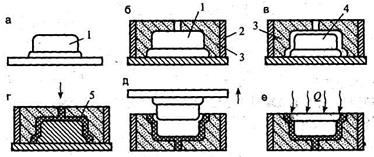
Рис. 4.19. Литье в керамические формы: а - промодель; б - получение опорного слоя; в - установка модели; г - заливка суспензии; д - извлечение модели; е - прокалка формы
Суспензия состоит из гидролизованного раствора этилсиликата (40...50 % этилсиликата, 15...50 % спирта, 4..8 % подкисленной воды) и огнеупорного наполнителя (силлиманит, глинозем, мулит, циркон, кварц, полевой шпат, оксид магния). Ее тщательно перемешивают в быстровращающихся мешалках и после добавления катализатора (соляной кислоты, смеси оксида магния и аминов, диэтилметилами-на, раствора ацетата аммония и других), ускоряющего процесс гелеобразования, заливают в зазор между моделью и опорным слоем.
Применять керамические формы целесообразно для получения сложных точных отливок из труднообрабатываемых сталей и сплавов. Наибольшее распространение этот метод получил при изготовлении литой литейной оснастки и производстве штампов, а также в ювелирной промышленности. Масса отливок может быть различной - от десятков граммов до тонн.