Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Нормируемые параметры метрической резьбы для посадок с зазором
|
|
Взаимозаменяемость резьбы достигается тем, что ограничивают предельные контуры профиля резьбы болта и гайки на длине свинчивания.
Допускаемые отклонения резьбы задаются от номинального профиля в направлении перпендикулярном оси резьбы «в тело» болта и гайки.
На рис. 3 показано расположение полей допусков на наружную резьбу (болт) и на внутреннюю (гайка) для наиболее распространенной посадки скольжения, у которой в предельном случае зазор может быть равен нулю.
Необходимо обратить внимание на то, что не на все перечисленные в п. 2 элементы резьбы установлены нормы точности.
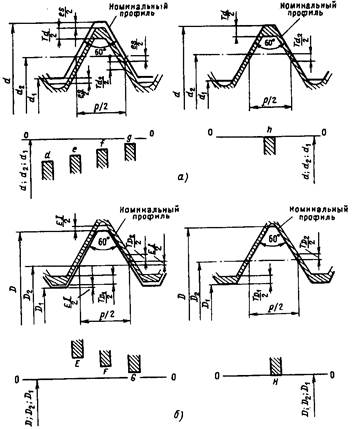
Рис. 3. Расположение полей допусков на наружную (а) и внутреннюю (б) резьбы для образования посадки скольжения (с зазором)
Для метрической резьбы нормируется точность следующих элементов: наружного диаметра болта (Td); внутреннего диаметра гайки (TD1); среднего диаметра болта и гайки (Тd2, TD2).
Таким образом (см. рис. 3), точность наружного диаметра гайки и внутреннего диаметра болта не нормируется совсем и ограничивается размерами резьбообрабатывающего инструмента, на который указаны нормы точности. Более строго, надо сказать, что для этих элементов нормируется только одно отклонение, соответствующее номинальному профилю, а именно, верхнее отклонение (es) для d1 и нижнее отклонение (EI) для D, и не нормируются нижнее отклонение (ei) для d1 и верхнее отклонение (ES) для D.
На рис. 3 везде обозначены только половины допусков нормируемых элементов, поскольку изображена не вся резьба, а только одна ее половина.
Как видно из приведенных данных, для метрической резьбы не нормируются также требования к точности шага и угла профиля резьбы. Это объясняется тем, что нормирование точности этих элементов связано с диаметральным элементом резьбы — средним диаметром. Допуск среднего диаметра является суммарным, т.е. он включает в себя допускаемые отклонения не только среднего диаметра (собственно средний диаметр), но и допуски угла профиля и шага. Очень часто обобщенный параметр — средний диаметр совместно с влиянием погрешности шага и профиля называют приведенным средним диаметром резьбы и для него нормируются точностные требования.