Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Внутрішні дефекти.
|
|
Утворення внутрішніх дефектів при зварюванні пов'язано з металургійними, термічними та гідродинамічними явищами, які проходять при формуванні зварного шва.До внутрішніх дефектів відносяться тріщини (гарячі й холодні), непровари, пори, шлакові, вольфрамові та оксидні включення.
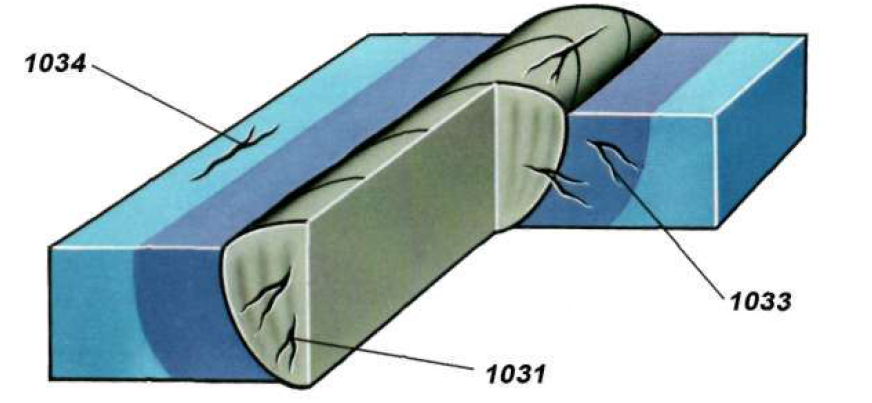
Тріщини - дефекти зварних швів, макроскопічні й мікроскопічні руйнування, порожнини, які утворилися з дуже малим початковим розкриттям. Під дією залишкових і робочих напружень тріщини можуть поширюватись з дуже великими швидкостями. Тому викликані ними крихкі руйнування проходять майже миттєво й дуже небезпечні. Залежно від температури, при якій вони виникають, розрізняють гарячі та холодні тріщини.
Гарячі тріщини - це руйнування металу, який кристалізується і проходить по рідких прошарках під дією напружень розтягу. Ці напруження проявляються внаслідок примусової усадки металу шва і нерівномірного нагрівання ділянок основного металу, який прилягає до нього.Утворення гарячих тріщин пов'язане із спільною дією двох факторів. По мірі кристалізації скорочується кількість рідкої фази, що призводить до зменшення деформаційної властивості сплаву. Крім того в температурному інтервалі крихкості пластичні властивості сплаву найнижчі.Кристалізаційні тріщини утворюються, якщо пластична деформація за час перебування металу в температурному інтервалі крихкості пройде в ньому пластичність сплаву. Для гарячих тріщин характерним є мікрокристалізаційний вид руйнування, який розвивається по межах зерен при наявності між ними рідкого прошарку, або ж за рахунок проковзування між зернами, яке проходить при підвищених температурах після закінчення процесу кристалізації.
Рис. Горяча тріщина.
Гарячі тріщини можуть виникнути як в основному, так і в металі зони термічного впливу. Вони бувають поздовжніми, поперечними, поздовжні з поперечними розгалуженнями, можуть виходити на поверхню або залишатися схованими. Можливість утворення гарячих тріщин залежить від хімічного складу металу шва, швидкості наростання та величини напруження розтягу, форми зварювальної ванни й шва, розміру первинних кристалітів. Вона збільшується з підвищенням у металі шва вуглецю, кремнію, нікелю, шкідливих домішок сірки та фосфору, Стійкість зварних швів проти утворення гарячих тріщин підвищують марганець, хром, частково кисень, а також зниження величини і швидкості наростання розтягуючих зусиль, Останнє досягається зменшенням жорсткості вузлів, застосуванням способу зварювання з порошкоподібним присаджувальним матеріалом, використанням спеціальних технологічних прийомів (попередній підігрів тощо). Вплив коефіцієнта форми шва на вірогідність утворення тріщин не однозначне. При значенні коефіцієнта форми шва менше 1, 8 і більше 10 опірність виникнення гарячих тріщин знижується навіть при відносно невеликому вмісті вуглецю,
Холодні тріщини найчастіше утворюються в зоні термічного впливу, рідше в металі шва зварних з'єднань середньо- і високолегованих сталей перлітного і мартенситного класів.
Поява холодних тріщин пояснюється дією комплексу причин. Одна з них - це вплив високих внутрішніх напружень. Вони виникають у зв'язку з об'ємним ефектом, який сприяє мартенситному перетворенню, що проходить в умовах зниження пластичності металу.
Рис. Холодна тріщина.
Тому холодні тріщини виникають як при температурах розпаду залишкового аустеніту (1200С і нижче), так і при кімнатній температурі через декілька хвилин, а часом і через більш тривалий термін після закінчення зварювання, Високі внутрішні напруги можуть також розвиватися внаслідок адсорбції розчиненого в металі водню на поверхнях внутрішніх дефектів і накопичення його в мікронещільностях. Вважають також, що холодні тріщини виникають при сповільненому руйнуванні металу під дією напружень, які накопичуються на межах зерен. Ці напруження є перпендикулярними напрямку дії нормальних напружень.
Непровари - це ділянки зварного з'єднання, де відсутнє сплавлення між зварними деталями, наприклад, у корені шва, між основним і наплавленим металом (по кромці), або між суміжними шарами наплавленого металу.
Поверхні непровару покриті тонкими оксидними плівками та іншими забрудненнями. Дуже часто пустоти, утворені непроварами заповнюються шлаком, Закінчення непроварів у металі шва або на межі сплавлення, як правило, мають дуже мале розкриття. Непровари зменшують робочий переріз зварного шва, що може призвести до зниження працездатності зварного з'єднання. Будучи концентраторами напружень, непровари можуть викликати появу тріщин, зменшити корозійну стійкість зварного з'єднання та призвести до корозійного розтріскування.
Непровари можуть бути викликані багатьма причинами: малим кутом розкриття кромок, малим зазором, великим притупленням при недостатній силі струму, великою силою струму зварювання, зміщенням електрода від осі шва, особливо при зварюванні двобічних швів, недостатнім очищанням шлаку перед накладанням наступних шарів, порошкоподібним матеріалом при зменшеній силі струму і великій швидкості зварювання, низькій кваліфікації зварника.
Пори - це порожнини в металі шва, заповнені газами. Вони мають сферичну або близьку до неї форму. В зварних швах вуглецевих сталей пори часто мають трубчасту форму. Почергово, виникаючи в рідкому металі за рахунок інтенсивного газоутворення, деякі бульбашки газу встигають підійнятись на поверхню і вийти в атмосферу. Частина з них залишається в металі шва. Розміри таких пор коливаються від мікроскопічних до 2-3 мм у діаметрі і за рахунок дифузії газів (у першу чергу водню) можуть рости.
Утворюються раковини (порожнини неправильної форми і більших, чим пори розмірів), а також свищі, що виходять на поверхню. Крім поодиноких пор, викликаних дією випадкових факторів, у зварних швах можуть появлятися пори, які рівномірно розподіляються по всьому перерізу шва, розташовуються у вигляді ланцюжків або окремих скупчень.
До основних причин, які викликають появу пор відносяться: погане очищання зварних кромок від іржі, масел та інших забруднень, підвищений вміст вуглецю в основному або присадковому матеріалі, велика швидкість зварювання, при якій не встигає пройти газовиділення і пори залишаються в металі шва, велика вологість електродних покрить, флюсу, зварювання при несприятливих погодних умовах.
Рис. Пори в зварювальному шві.
Шлакові включення - це порожнини в металі зварного шва, заповнені шлаками, які не встигли виплисти на поверхню шва.Шлакові включення утворюються при великій швидкості зварювання, при сильних забрудненнях кромок і при багатошаровому зварюванні у випадку поганого очищання від шлаку поверхні швів між шарами.
Розміри шлакових включень можуть досягати декількох міліметрів у поперечному перерізі, десяти і більше міліметрів за довжиною. Форма шлакових включень може бути дуже різноманітною, внаслідок чого вони є небезпечнішими дефектами, ніж круглі пори.
Рис. Різноманітні включення(домішки).
а-шлакові включення, б-вольфрамові включення; в-оксидні включення.
Вольфрамові включення можуть появлятися в металі зварного шва при аргонодуговому зварюванні неплавким електродом (наприклад, алюмінієвих сплавів), у яких вольфрам не розчиняється.
Частинки вольфраму, які потрапляють внаслідок нестабільності режиму в розплавлену зварювальну ванну, звичайно занурюються в неї через велику щільність. На рентгенівських знімках вольфрамові включення виглядають як ізольовані або групові видимі світлі плями неправильної форми.
Оксидні включення можуть виникати в металі зварних швів при наявності труднорозчинних оксидів, наприклад АІ2О3 при великих швидкостях кристалізації шва. Розташовуючись у вигляді плівок, вони утворюють у металі шва нещільності з малим розкриттям і їх незадовільний вплив на механічні властивості зварних швів може бути сильнішим, ніж пори шлакових включень.