Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет основного времени
|
|
Основное время рассчитывается по формуле
Tм = Lpx / (n S), мин, (18)
где Lpx = L + l1 + l2 – длина рабочего хода инструмента с учетом врезания и
перебега, мм;
L – длина обрабатываемой поверхности, мм;
l1 – длина врезания, мм (l1=t/tgφ);
l2 – перебег, мм (l2 = 0, 672 t).
Выбор режимных параметров для других видов обработки (сверление, фрезерование, шлифование) выполнить табличным методом, используя справочную литературу и методические указания «Выбор режимов резания» (Часть II).
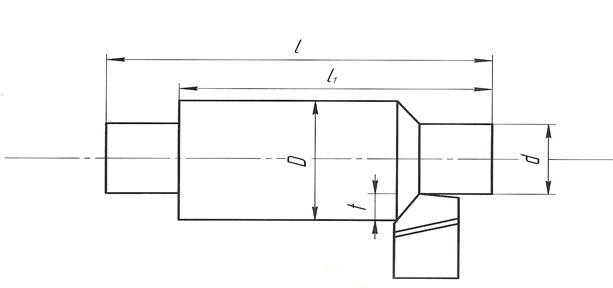
Задание 1
На токарно-винторезном станке мод. 16К20 обрабатывается (точение на проход) вал диаметром D до диаметра d на длине l1 = 0, 8· l. Длина вала l. Способ крепления заготовки на станке выбрать самостоятельно.
 |

 n
n
S
Исходные параметры к заданию 1.
| № вар. | Марка обрабатываемого материала | Механические свойства | Диаметр заготовки D, мм | Диаметр детали d, мм | Длина детали l, мм | Шероховатость Ra, мкм | Точность, мм | |
| σ, МПа | НВ | |||||||
| Сталь 15ХА | - | 6, 3 | h9 | |||||
| Сталь 18ХГ | - | 6, 3 | h9 | |||||
| Сталь 20ХГР | - | 3, 2 | h8 | |||||
| Сталь 40ХГТ | - | 6, 3 | h9 | |||||
| Сталь 33ХС | - | 3, 2 | h8 | |||||
| Сталь 40ХС | - | 3, 2 | h8 | |||||
| Чугун СЧ20 | - | 1, 6 | h7 | |||||
| Чугун СЧ25 | - | 3, 2 | h8 | |||||
| Чугун КЧ30-6 | - | 3, 2 | h8 | |||||
| Чугун КЧ60-КЧ60-3 | - | 6, 3 | h9 | |||||
| Чугун ЧХ1 | - | 6, 3 | h9 | |||||
| Сталь 30ХН2МФА | - | 6, 3 | h9 | |||||
| Сталь 45ХН2МФА | - | 3, 2 | h8 | |||||
| Сталь 20ХГСА | - | 6, 3 | h10 | |||||
| Сталь 27ХГР | - | 6, 3 | h9 | |||||
| Сталь 38ХС | - | 3, 2 | h8 | |||||
| Сталь 25ХГ7 | - | 6, 3 | h10 | |||||
| Сталь 38ХС | - | 6, 3 | h9 | |||||
| Чугун ЧН19Х3 | - | 6, 3 | h10 | |||||
| Чугун ЧХ28П | - | 3, 2 | h8 | |||||
| Сталь 50ХН | - | 3, 2 | h9 | |||||
| Сталь 30ХН3А | - | 6, 3 | h10 | |||||
| Сталь 15ХМ | - | 6, 3 | h9 | |||||
| Чугун ЧХ22С | - | 3, 2 | h8 | |||||
| Чугун ЧС15 | - | 3, 2 | h10 | |||||
| Чугун ЧС 17М3 | - | 1, 6 | h7 | |||||
| Сталь35Г2 | - | 3, 2 | h9 | |||||
| Сталь 50ХН | - | 3, 2 | h8 | |||||
| Сталь 10Г2 | - | 6, 3 | h9 | |||||
| Сталь 27ХГР | - | 6, 3 | h10 | |||||
| Чугун КЧ80-1, 5 | - | 3, 2 | h9 | |||||
| Чугун КЧ65-3 | - | 1, 6 | h8 | |||||
| Чугун СЧ18 | - | 3, 2 | h10 | |||||
| чугун СЧ30 | - | 1, 6 | h7 | |||||
| Сталь 42Х2Н2МА | - | 3, 2 | h8 | |||||
| Чугун СЧ21 | - | 3, 2 | h8 | |||||
| Сталь 18Х2Н4МА | - | 6, 3 | h9 | |||||
| Сталь 20ХН4ФА | - | 6, 3 | h10 | |||||
| Сталь 20ХН | - | 6, 3 | h9 | |||||
| Чугун СЧ24 | - | 6, 3 | h10 | |||||
| Чугун СЧ21 | - | 3, 2 | h8 | |||||
| Сталь 2Х13 | - | 3, 2 | h9 | |||||
| Чугун СЧ18 | - | 1, 6 | h7 | |||||
| Сталь30МА | - | 3, 2 | h8 | |||||
| Сталь 45 | - | 3, 2 | h8 | |||||
| Сталь 35ХГСА | - | 1, 6 | h7 | |||||
| Чугун КЧ37-12 | - | 6, 3 | h9 | |||||
| Чугун СЧ35 | - | 3, 2 | h8 | |||||
| Сталь 40ХН2МА | - | 3, 2 | h9 | |||||
| Сталь50Г2 | - | 6, 3 | h10 |
Задание 2
Выбрать режимы резания при сверлении отверстия диаметром D и глубиной L в заготовке толщиной H. Станок вертикально-сверлильный мод. 2Н135.
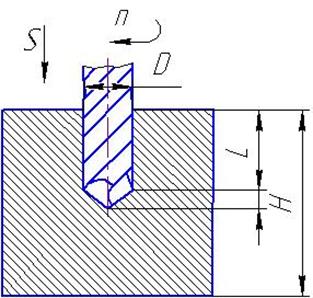
Таблица 2
Исходные параметры к заданию 2
| № вар. | Материал заготовки | D, мм | L, мм | Н, мм |
| Смотреть данные к задаче №1 | 29, 5 28, 5 27, 5 26, 5 25, 4 24, 6 23, 1 22, 8 21, 2 20, 7 19, 2 18, 8 11, 5 10, 5 14, 5 15, 5 16, 5 17, 5 18, 5 19, 5 20, 5 21, 5 22, 5 23, 5 24, 5 25, 5 |
Задание 3
Выбрать параметры режима резания при обработке плоскости А x B заготовки толщиной С. Припуск на обработку h, мм. Модели станков: горизонтально – фрезерный 6Н82Г или вертикально-фрезерный 6Р12.
Таблица 3
Исходные параметры к заданию 3.
| № вар. | Размер заготовки, мм | Припуск h, мм | Шероховатость после обработки Ra, мкм | Материал заготовки | Механические свойства | |||
| А | B | С | s, мПа | НВ | ||||
| 2, 5 | 6, 3 | Чугун СЧ15 | ||||||
| 1, 5 | 6, 3 | Сталь 40ХН | ||||||
| 2, 0 | 3, 2 | Сталь 50Г | ||||||
| 3, 0 | 6, 3 | Чугун СЧ18 | ||||||
| 2, 8 | 3, 2 | Сталь 50 | ||||||
| 3, 0 | 3, 2 | Сталь 60 | ||||||
| 2, 0 | 6, 3 | Чугун КЧ37-12 | ||||||
| 2, 5 | 3, 2 | Чугун СЧ18 | ||||||
| 1, 5 | 3, 2 | Сталь12ХН3А | ||||||
| 2, 5 | 6, 3 | Сталь25Х2МФА | ||||||
| 3, 5 | 6, 3 | Сталь2Х13 | ||||||
| 1, 5 | 6, 3 | Чугун СЧ18 | ||||||
| 3, 0 | 3, 2 | Сталь 45Х | ||||||
| 2, 0 | 6, 3 | Сталь 35Л | ||||||
| 1, 5 | 6, 3 | Сталь45ХН | ||||||
| 2, 5 | 3, 2 | Чугун СЧ18 | ||||||
| 1, 5 | 6, 3 | Сталь 20 | ||||||
| 3, 0 | 6, 3 | Сталь 5 | ||||||
| 1, 5 | 6, 3 | Сталь 35 | ||||||
| 2, 5 | 3, 2 | Сталь 36ХА | ||||||
| 2, 0 | 3, 2 | Сталь 30Л | ||||||
| 3, 0 | 6, 3 | Сталь Х18Н9Т | ||||||
| 2, 5 | 6, 3 | Чугун СЧ24 | ||||||
| 1, 5 | 3, 2 | Сталь ХН60В | ||||||
| 2, 5 | 3, 2 | Чугун СЧ15 | ||||||
| 1, 5 | 6, 3 | Сталь 1Х12ВН | ||||||
| 1, 5 | 3, 2 | Сталь1Х13 | ||||||
| 2, 5 | 3, 2 | СтальХН35ВТЮ | ||||||
| 2, 5 | 6, 3 | Сталь 1Х18Н9Т | ||||||
| 1, 5 | 6, 3 | Чугун СЧ15 | ||||||
| 1, 5 | 3, 2 | Сталь ХН35ВТЮ | ||||||
| 2, 5 | 2, 5 | Сталь 25Х2МФА | ||||||
| 2, 5 | 3, 2 | Сталь Р18 | ||||||
| 1, 5 | 3, 2 | Чугун СЧ12 | ||||||
| 2, 0 | 3, 2 | Сталь 35 | ||||||
| 2, 0 | 3, 2 | Чугун КЧ30-6 | ||||||
| 2, 0 | 6, 3 | Сталь 40Х | ||||||
| 1, 5 | 6, 3 | Сталь 35ХГСА | ||||||
| 2, 5 | 6, 3 | Сталь38ХС | ||||||
| 1, 5 | 6, 3 | Сталь 20ХНР | ||||||
| 2, 5 | 2, 5 | Сталь 50Г | ||||||
| 1, 5 | 3, 2 | Чугун СЧ21 | ||||||
| 2, 5 | 1, 6 | Чугун СЧ24 | ||||||
| 2, 8 | 3, 2 | Чугун СЧ18 | ||||||
| 2, 5 | 3, 2 | Сталь 30ХМА | ||||||
| 1, 5 | 3, 2 | Сталь 20ХНР | ||||||
| 1, 5 | 6, 3 | Сталь 40ХНМА | ||||||
| 2, 5 | 3, 2 | Сталь 3Х13 | ||||||
| 2, 5 | 3, 2 | Чугун КЧ37-12 | ||||||
| 3, 5 | 6, 3 | Сталь 2Х13 |
Задание 4
На круглошлифовальном станке модели 3М131 шлифуется участок вала диаметром d и длиной l1. припуск на обработку h, длина вала l. Способ крепления заготовки – в центрах. Выбрать режимы резания.
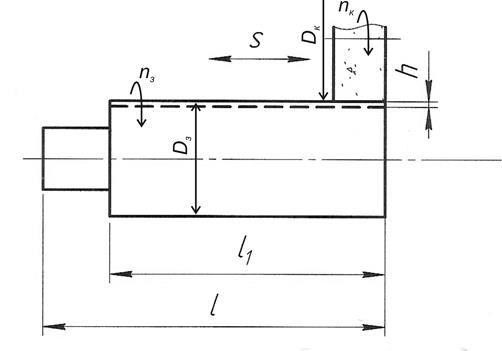
Таблица 4
Исходные параметры к заданию 4
| № вар. | Обрабатываемый материал | Шероховатость поверхности Ra, мкм | d, мм | l1, мм | l, мм | h, мм |
| Сталь У7А закаленная HRCЭ 60..62 | 0, 63 | 0, 14 | ||||
| Сталь 40Х закаленная HRCЭ 50..53 | 0, 8 | 0, 24 | ||||
| Сталь 40Х закаленная HRCЭ 45..47 | 1, 6 | 0, 10 | ||||
| Сталь 40Х закаленная HRCЭ 45..47 | 1, 6 | 0, 30 | ||||
| Сталь Ст. 5 незакален. | 2, 5 | 0, 15 | ||||
| Сталь Ст. 5 незакален. | 2, 5 | 0, 12 | ||||
| Сталь 45ХН закаленная HRCЭ 43..45 | 1, 6 | 0, 26 | ||||
| Серый чугун 200…205 | 2, 0 | 0, 18 | ||||
| Сталь У7А закаленная HRCЭ 58..61 | 0, 63 | 0, 24 | ||||
| Сталь 45Х незакален. | 1, 6 | 0, 20 | ||||
| Серый чугун НВ 187…190 | 1, 6 | 0, 17 | ||||
| Серый чугун НВ 195…200 | 1, 6 | 0, 12 | ||||
| Серый чугун НВ 217…220 | 1, 6 | 0, 14 | ||||
| Сталь Ст. 5 незакален. | 2, 5 | 0, 18 | ||||
| Сталь 45ХН закаленная HRCЭ 50..53 | 0, 8 | 0, 14 | ||||
| Сталь 45Х закаленная HRCЭ 40..43 | 1, 25 | 0, 15 | ||||
| Сталь 35 незакаленная | 2, 5 | 0, 15 | ||||
| Сталь 45 незакаленная | 1, 6 | 0, 20 | ||||
| Сталь 40 закаленная HRCЭ 35..37 | 0, 8 | 0, 21 | ||||
| Сталь 45Х закаленная HRCЭ 40..42 | 0, 63 | 0, 18 | ||||
| Сталь 40 закаленная HRCЭ 34..36 | 0, 8 | 0, 16 | ||||
| Сталь 45 закаленная HRCЭ 39..41 | 1, 6 | 0, 20 | ||||
| Сталь 45 незакаленная | 2, 5 | 0, 14 | ||||
| Сталь 40ХНМ закален. HRCЭ 52..54 | 0, 63 | 0, 15 | ||||
| Сталь 45Х закаленная HRCЭ 43..46 | 1, 6 | 0, 15 | ||||
| Сталь У7 закаленная HRCЭ 58..60 | 0, 4 | 0, 15 | ||||
| Сталь 40Х закаленная HRCЭ 34..36 | 2, 5 | 0, 24 | ||||
| Сталь 40Х закаленная HRCЭ 45..47 | 1, 6 | 0, 20 | ||||
| Сталь Ст. 5 незакален. | 2, 5 | 0, 15 | ||||
| Сталь 40Х закаленная HRCЭ 40..43 | 1, 25 | 0, 15 | ||||
| Сталь 35 незакаленная | 1, 6 | 0, 2 | ||||
| Серый чугун НВ 217…220 | 2, 5 | 0, 2 | ||||
| Сталь 40 закаленная HRCЭ 38..42 | 1, 6 | 0, 15 | ||||
| Сталь Ст. 5 незакален. | 2, 5 | 0, 2 | ||||
| Сталь 35 закаленная HRCЭ 35..37 | 1, 6 | 0, 2 | ||||
| Серый чугун НВ 167…190 | 1, 6 | 0, 18 | ||||
| Сталь 45ХН HRCЭ 50..53 | 0, 8 | 0, 2 | ||||
| Серый чугун НВ 217…220 | 1, 6 | 0, 15 | ||||
| Сталь 40 закаленная HRCЭ 34..36 | 1, 6 | 0, 2 | ||||
| Сталь Ст. 5 незакален. | 2, 5 | 0, 15 | ||||
| Сталь 48ХН закаленная HRCЭ 45..47 | 1, 25 | 0, 3 | ||||
| Сталь 18ХН закаленная HRCЭ 50..52 | 1, 25 | 0, 15 | ||||
| Сталь 38ХС закаленная HRCЭ 50..52 | 0, 8 | 0, 10 | ||||
| Сталь У7А закаленная HRCЭ 58..60 | 0, 4 | 0, 15 | ||||
| Сталь 20ХН закаленная HRCЭ 45..47 | 1, 25 | 0, 25 | ||||
| Серый чугун НВ 200…203 | 1, 6 | 0, 15 | ||||
| Сталь 20ХГС закален. HRCЭ 45..47 | 1, 25 | 0, 15 | ||||
| Сталь 15ХМ закаленная HRCЭ 35..37 | 1, 6 | 0, 25 | ||||
| Сталь 40ХС закаленная HRCЭ 45..47 | 1, 6 | 0, 15 | ||||
| Сталь 38ХС HRCЭ 35..37 | 1, 6 | 0, 21 |
Таблица 5
Значения коэффициентов и показателей степеней
при расчете подачи, ограниченной шероховатостью
| Обрабатываемый материал | Коэффициенты и показатели степеней | ||||
| Cr | X | Y | Z | U | |
| Сталь конструкционная, стальное литье, сталь нержавеющая | 0, 3 | 1, 4 | 0, 35 | 0, 7 | |
| чугун, бронза | 0, 25 | 1, 25 | 0, 5 | 0, 75 |
Таблица 6
Паспортные данные металлорежущих станков
| Токарно- винторезный станок 16К20 | Высота центров 215 мм. Расстояние между центрамидо 2000 мм. Мощность двигателя Nд =10 кВт; КПД станка0, 75.Частота вращения шпинделя, об/мин: 12, 5; 16; 20; 25; 31, 5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Продольные подачи, мм/об: 0, 05; 0.06; 0.075; 0, 09; 0, 1; 0, 125; 0, 15; 0, 175; 0, 2; 0, 25; 0, 3; 0, 35; 0, 4; 0, 5; 0, 6; 0, 7; 0, 8; 1, 0; 1, 2; 1, 4; 1, 6; 2; 2.4; 2, 8. Поперечные подачи, мм/об: 0, 025; 0, 03; 0, 0375; 0, 045; 0, 05; 0, 0625; 0, 075; 0, 0875; 0, 1; 0, 125; 0, 15; 0, 175; 0, 2; 0, 25; 0.3; 0, 35; 0.4; 0.5; 0, 6; 0, 7; 0, 8; 1, 0; 1, 2; 1, 4. Максимальная осевая сила резания, допускаемая механизмом подачи, Рх ~6000 Н. |
| Вертикально- сверлильный станок 2Н135 | Наибольший диаметр обрабатываемого отверстия в заготовке из стали 35 мм: Мощность двигателя Nд= 4, 5 кВт; КПД станка 0, 8. Частота вращения шпинделя, об/мин: 31, 5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1440. Подачи, мм/об: 0.1; 0, 14; 0, 2; 0, 28; 0, 4; 0, 56; 0, 8; 1, 12; 1, 6. Максимальная осевая сила резания, допускаемая механизмом подачи станка, Рmax «15000 Н. |
| Вертикально- фрезерный станок 6Р12. Горизонтально-фрезерный станок 6Н82 | Рабочая поверхность стола320× 1250 мм. Мощность двигателя Nд = 7, 5 кВт; КПД станка0, 8.Частота вращения шпинделя, об/мин: 3.1, 5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1200; 1600.Подачи стола продольные и поперечные, мм/мин: 25; 31, 5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.Подачи стола вертикальные, мм/мин: 8; 10, 5; 13, 3; 21, 26, 6; 33, 3; 41, 6; 53, 3; 66, 6; 83, 3; 105; 133, 3; 166, 6; 210; 266, 6; 333, 3; 400. |
| Круглошлнфовальный станок 3M131 Табл | У шлифуемой поверхности наибольший диаметр280 мм, длина —700 мм. Мощность двигателя шлифовальной бабки Nд = 7, 5 кВт; КПД станка0, 8.Частота вращения круга, об/мин: 1112; 1285.Частота вращения обрабатываемой заготовки40—400 об/мин (регулируется бесступенчато).Скорость продольного хода стола: 50-5000 мм/мин (регулируется бесступенчато).Периодическая поперечная подача шлифовального круга: 0, 002-0, 1 мм/ход стола (регулируется бесступенчато).Непрерывная подача для врезного шлифования0, 1-4, 5 мм/мин. Размеры шлифовального круга(любого): Dr= 600 мм; Вк == 63 мм. |
Библиографический список
1. Справочник технолога машиностроителя: В 2 т. Т.2. 4-е изд., перераб. /Под ред. А.Г. Косиловой и Р.К. Мещерякова. М.: Машиностроение, 1985. 496 с.
2. Справочник инструментальщика /Под ред. И.А.Ординарцева. Л.: Машиностроение 1987. 845 с.
3. Ящерицын П.И., Еременко И.Л., Фельдштейн Е.З. Теория резания, физические и тепловые процессы в технологических системах: Учебник для вузов. М.: Высшая школа, 1990. 512 с.
4. Грановский Г.И., Грановский В.Г. Резание металлов. Учебник для машиностр. и приборостр. спец. вузов. М.: Высшая школа, 1985. 304 с.
5. Металлорежущие инструменты: Учебник для вузов по специальности «Технология машиностроение» и «Металлорежущие станки и инструменты» /Г.Н.Сахаров и др. М.: Машиностроение, 1989. 328 с.
ВЫБОР РЕЖИМОВ РЕЗАНИЯ
Часть I
Составители: Ничкова Светлана Александровна
Ничков Александр Григорьевич
Редактор:
ИД № 06263 от 12.11.2001
| Подписано в печать___________ Формат 60х841/8 Бумага типографская Офсетная печать Усл.печ.л. Уч.-изд.л. Тираж Заказ Цена «С» |
Редакционно-издательский отдел ФГАОУ ВПО «УрФУ»
620002, Екатеринбург, ул.Мира, 19
Ризография НИЧ УрФУ
620002, Екатеринбург, ул.Мира, 19