Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Фальцовка
|
|
Фальцовка (от нем. falzen — складывать, сгибать) — это технологическая операция формирования тетрадей или полиграфических изделий определенной конструкции из отпечатанных (или чистых) листов путем осуществления последовательных сгибов. Из нескольких тетрадей формируются брошюры, журналы, книги и другие полиграфические издания.
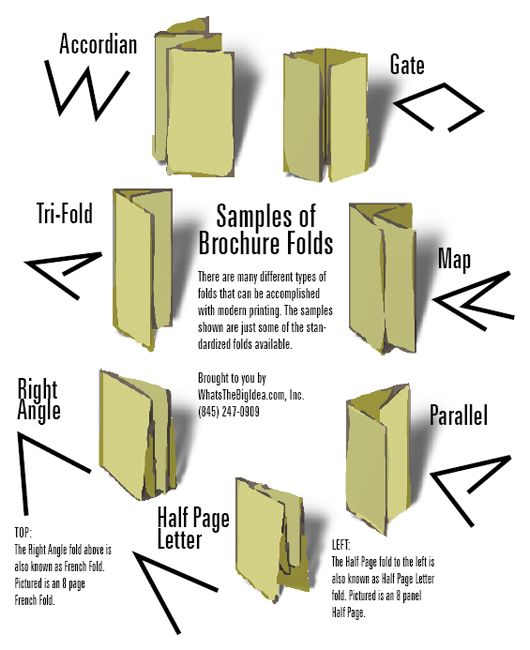
Фальцовка является первой и одной из важнейших брошюровочных операций, когда требуется послепечатная обработка оттисков. Фальцовки требуют, кроме традиционной книжно-журнальной продукции, много других полиграфических изделий: рекламные материалы, проспекты, формуляры, путеводители, карты городов и туристических маршрутов, офисные материалы (блокноты, ежедневники, записные книжки), инструкции по эксплуатации технических устройств, листы-вкладыши лечебных препаратов и т.п.
Фальцовка может осуществляться вручную или машинным способом. При малых тиражах, на небольших предприятиях она выполняется вручную. Это очень трудоемкая и малопроизводительная работа. Когда печать материалов выполняют рулонные печатные машины фальцовка производится в самой печатной машине, оснащенной для этой цели фальцаппаратом. Если же оттиски отпечатаны на листовых печатных машинах, то фальцовку выполняют на фальцевальных машинах.
Качество фальцовки определяется: правильной последовательностью страниц, точностью расположения сгибов, плотностью, четкостью фальцев (мест сгиба), отсутствием складок, морщин и повреждений.
Правильная последовательность страниц в тетради – безусловное требование, иначе изделие имеет брак.
Точность фальцовки определяют как равенство размеров полей на смежных страницах совпадение краев смежных полос или колонцифр, отсутствие косины корешковых полей, для незапечатанной бумаги – совпадение долей листа. Допуск на точность фальцовки составляет 1, 5 – 2 мм в зависимости от формата изданий и объема тетрадей.
Плотность, четкость фальцев характеризуется плотностью прилегания отдельных листов тетради у корешкового фальца и определяется по суммарной величине зазора между листами. Она зависит от степени обжима фальцев тетрадей.
Отсутствие складок и морщин оценивают визуально, они портят общий вид изделия, потому недопустимы.
Качество фальцовки листов во многом зависят от таких технологических факторов, как толщина, объемная масса бумаги, ее влажность, направление волокон бумаги относительно фальца, число сгибов в тетради и вариант фальцовки.
Толщина бумаги. В тонких листах волокон целлюлозы всегда меньше, и поэтому в них возникают меньшие внутренние напряжения. При прочих равных условиях тетради из тонкой бумаги имеют лучшую степень обжима, меньшую способность к раскрыванию и более плотный фальц. Толстые бумаги (более 90 мкм) при 3-4-сгибистой фальцовке имеют склонность к образованию диагональных морщин на внутренних листах тетрадей.
Объемная масса бумаги. Каландрованные и висококаландрованные бумаги, имеющие большую объемную массу, т.е. тяжелые (0, 85 – 1, 0 г/cм3) имеют достаточно плотную структуру, поскольку многократно подвергаются обжиму в процессе производства. Такие виды бумаги обычно имеют меньший угол восстановления и более четкий, обжатый фальц.
Влажность бумаги. С увеличением влажности бумаги растут необратимые деформации листа, поэтому влажность около 10 % благоприятно отражается на получении четких фальцев без существенного нарушения структуры волокон.
Направление волокон в бумаге. Сопротивление бумаги деформации при фальцовке зависит от многих факторов, главным из которых является расположение волокон бумаги относительно последнего сгиба или корешка тетради. Возможны два варианта: продольное расположение, когда волокна параллельны к корешку тетради, и поперечное, когда волокна перпендикулярны к корешку.
Продольное расположение имеет преимущество, поскольку повышается прочность, долговечность и способность к раскрыванию книги, облегчается технология обработки. При продольном расположении легче происходит формирование фальцев, сгибы более четкие.
При поперечном расположении в зону деформации попадет основная масса волокон, при этом неминуемый их поперечный перегиб. А поскольку бумага в поперечном направлении имеет большую упругость, то фальц будет пышнее, нечетко со склонностью к воз-вращению в начальную форму. Поперечное расположение волокон нежелательно также и когда далее последует бесшвейное скрепление, поскольку уменьшается его прочность.
Число фальцев. Следует помнить, что увеличение количества сгибов усложняет осуществление фальцовки: каждый последующий фальц выполнить сложнее, чем предыдущий, так как при этом увеличивается толщина и жесткость полуфабриката. Поэтому для облегчения последующих сгибов (3 и 4-го) применяют биговку листа (нанесение специальной канавки) при его выходе из фальцаппарата. В тех фальцах, которые впоследствии подлежат обрезке, часто выполняют перфорацию, чтобы облегчить сгибание и выдавливание воздуха из внутренних частей тетради.
Объем тетрадей, на который влияют в основном толщина и вид бумаги, определяет выбор вариантов фальцовки.
Толщина тиражной бумаги изменяется от 50 (для печатных бумаг массой 40 г/м2) до 200 мкм (для мелованных бумаг массой 240–250 г/м2).
Из тонких бумаг получают многостраничные тетради с достаточно высоким качеством фальцовки, поэтому в крупносерийном производстве при тиражной бумаге толщиной до 90 мкм рекомендуется применять 32-страничные тетради.
Более толстая бумага дает, при прочих равных условиях, худшее качество фальцовки: снижается точность, чаще появляются морщины, сгиб становится менее четким. Поэтому при использовании бумаги от 90 до 120 мкм для последующего скреплении нитка-ми следует изготовлять 16-страничные тетради, а при большей толщине – 8-страничные. Если издание печатается на мелованной бумаге, тетради делают 16-страничными.