Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Назначение припусков, допусков на механическую обработку поковок
|
|
Точность отливки
Общие припуски на обрабатываемые поверхности назначаются в соответствии с ГОСТ 26645-85
Таблица. Классы размерной точности отливок
| Литьё | Наибольшие габаритные размеры отливки, мм | Металлы и сплавы | ||
| Цветные с температу-рой плавле-ния ниже 700°С | Цветные с температурой плавления выше 700°С, серый чугун | Ковкий, высокопроч-ный и леги-рованный чугун, сталь | ||
| Класс размерной точности отливки | ||||
| Под давлением в металлические формы | До 100 | 3т – 5 | 3 – 6 | 4 – 7т |
| Св. 100 | 3 – 6 | 4 – 7т | 5т – 7 | |
| В керамические формы и по выплавляемым и выжигаемым моделям | До 100 | 3 – 6 | 4 – 7т | 5т – 7 |
| Св. 100 | 4 – 7 | 5т – 7 | 5 – 8 | |
| В кокиль и под низким давлением в металлические формы с песчаными стержнями и без них, литьё в песчаные формы, отверждаемые в контакте с оснасткой | До 100 | 4 – 9 | 5т – 10 | 5 – 11т |
| Св. 100 до 630 | 5т – 10 | 5 – 11т | 6 – 11 | |
| Св. 630 | 5 – 11т | 6 – 11 | 7т – 12 | |
| В песчаные формы, отверждаемые вне контакта с оснасткой, центробежное, в сварные и сухие песчано-глинистые формы | До 630 | 6 – 11 | 7т – 12 | 7 – 13т |
| Св. 630 до 4000 | 7 – 12 | 8 – 13т | 9т – 13 | |
| Св. 4000 | 8 – 13т | 9т – 13 | 9 – 14 |
В соответствии с материалом, выбранным методом литья и наибольшим габаритным размером выбираем для детали 7т – 12 классы точности размеров.
Так как производство мелкосерийное, то из имеющегося интервала классов точности выбираем наибольшее значение.
Точность отливки: 12 – 8 – 17 – 10 ГОСТ 26645-85;
Ряд припусков: 9.
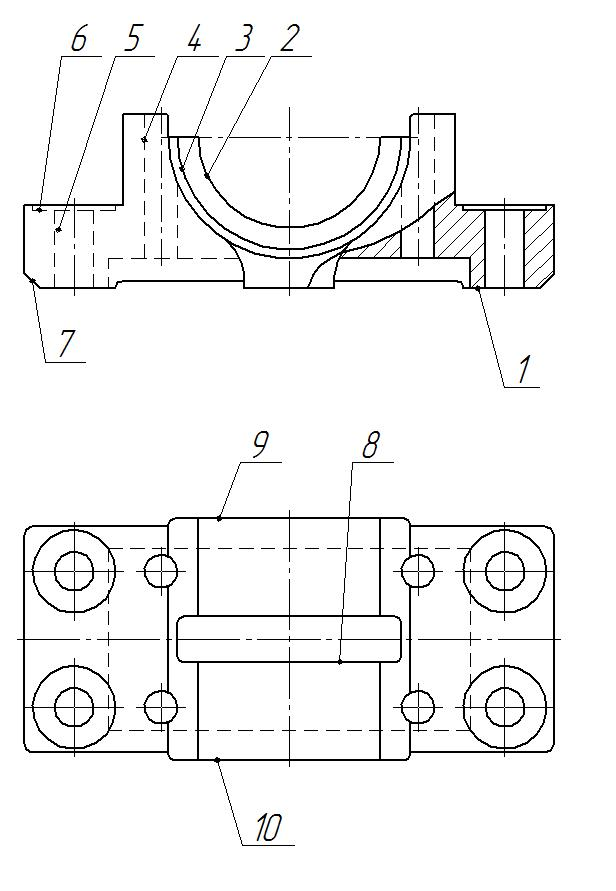
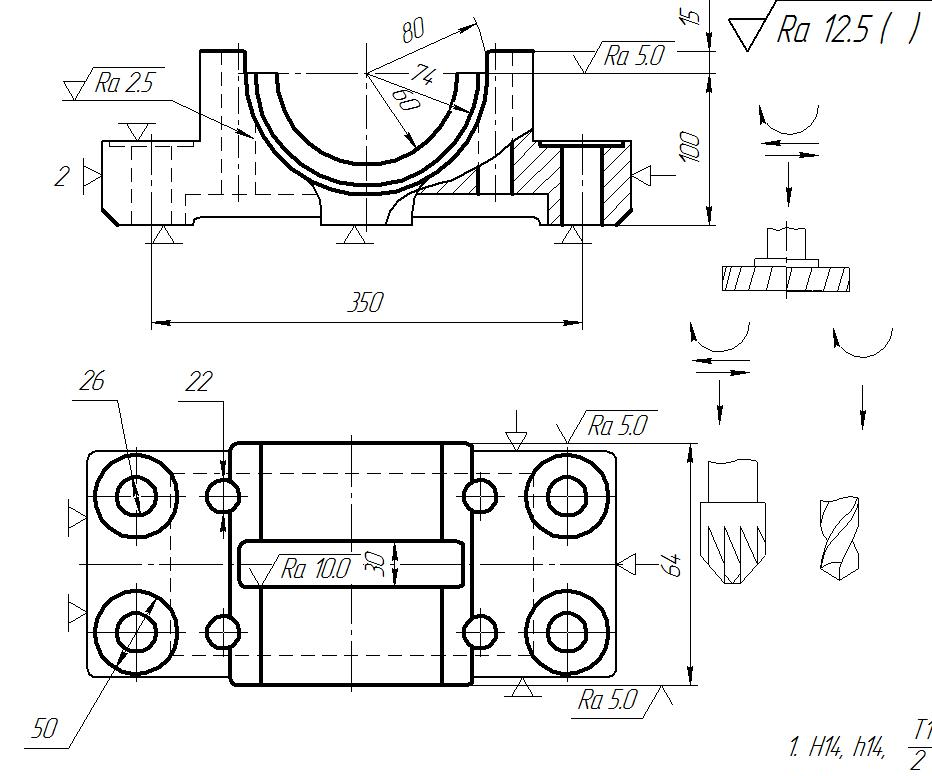
Рис.1.Обрабатываемые поверхности детали
| № Операции | Наименование операции | Станок | №№ обрабатываемых поверхностей | №№ базовых поверхностей |
| Заготовительная | Отливка в песчано-глинистую форму | |||
| Фрезерная | Горизонтально фрезерный станок 6К82Г | - | ||
| Фрезерная | Горизонтально фрезерный станок 6К82Г | 2, 3, 4, 5, 6, 7, 8, 9, 10 |
Этапы обработки
| Поверхности | Критерии | ||||||||||||
| Этап | Квалитеты | Ra, мкм | |||||||||||
| © | © | © | © | © | © | © | © | © | © | I | 12 – 14 | ≥ 6, 3 | |
| II | 10 – 11 | 3, 2 – 6, 3 | |||||||||||
| III | 8 – 9 | 1, 6 – 3, 2 | |||||||||||
План обработки поверхностей
| Поверхность | Квалитет | Ra, мкм | Этап | Технологический переход |
| 10, 0 | I | 1. Фрезеровать плоскость | ||
| 12, 5 | I | 1. Фрезеровать плоскость | ||
| 10, 0 | I | 1. Фрезеровать плоскость | ||
| 2, 5 | I | 1. Сверлить отверстие | ||
| 12, 5 | I | 1. Сверлить отверстие | ||
| 12, 5 | I | 1. Фрезеровать плоскость | ||
| 12, 5 | I | 1. Фрезеровать фаску | ||
| 10, 0 | I | 1. Фрезеровать плоскость | ||
| 5, 0 | I | 1. Фрезеровать плоскость | ||
| 5, 0 | I | 1. Фрезеровать плоскость |
План обработки детали
| Операционный эскиз | Технологические переходы |
| 005 Фрезерная | |

| 1. Фрезеровать поверхность |
| 010 Фрезерная | |
| 1. Фрезеровать плоскость 1. Фрезеровать плоскость 1. Сверлить отверстие 1. Сверлить отверстие 1. Фрезеровать плоскость 1. Фрезеровать фаску 1. Фрезеровать плоскость 1. Фрезеровать плоскость 1. Фрезеровать плоскость |
Назначение припусков, допусков на механическую обработку поковок
| № пов. | Разм-еры, мм | Шеро-хова-тость, Ra | Допуск разме-ров поковок | Основной припуск, мм | Дополнитель-ный припуск, мм | Общий при-пуск, мм | Расчётный размер, мм | Примеча-ния | ||
| на сторо-ну, z | на диа-метр, 2z | на сторо-ну, z | на диа-метр, 2z | |||||||
| - | - | - | - | - | - | - | ||||
| 4, 0 | - | - | - | 122±2, 0 | ||||||
| напуск | ||||||||||
| напуск | ||||||||||
| напуск | ||||||||||
| напуск | ||||||||||
| напуск | ||||||||||
| напуск | ||||||||||
| 2, 4 | 4, 0 | - | - | - | 4, 0 | 164±1, 2 | ||||
| 2, 4 | 4, 0 | - | - | - | 4, 0 | 164±1, 2 |
|