Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Методи підготовки управляючих програм ЧПУ
|
|
Створення управляючих програм (УП) є одним з головних виробничих етапів при використанні устаткування з ЧПУ. Без врахування трудомісткості цього етапу не можна визначити область застосування та ефективність верстатів із ЧПУ.
Підготовка УП для обробки деталі на верстаті з ЧПУ в загальному випадку означає підготовку і нанесення на програмоносій необхідних команд, що можуть бути автоматично прочитані та виконані системою управління і самим верстатом.
Наладник верстатів із ЧПУ повинен добре знати процес підготовки УП, легко читати програму і вміти при необхідності коригувати програму. Він повинен вміти визначити причини браку при виготовленні деталі або поломки інструмента, що можуть виникнути в результаті неправильно складеної УП, або через збої в системі ЧПУ, або через відмовлення механічних вузлів.
При програмуванні вирішальне значення має збір і упорядкування інформації перед тим, як вона буде нанесена на програмоносій. Спочатку з креслення оброблюваної деталі отримують геометричну інформацію, тобто розміри елементів деталі (наприклад, координати отвору, радіус дуги кола фрезеруємого контуру тощо). Потім, користуючись довідниками та інструкціями, формують технологічну інформацію, індивідуальну для кожного технологічного переходу (наприклад, вид інструмента, частоту обертання інструмента, подачу тощо). На основі геометричної та технологічної інформації з кожного переходу і складають УП.
При підготовці УП докладно вивчають технологічні операції, визначають послідовність переходів і найбільш раціональний режим їх виконання, що забезпечує отримання деталі заданих розмірів за мінімальний машинний час.
Існують наступні методи підготовки УП (рис. 7.1): ручне програмування, при якому збір і упорядкування інформації та нанесення її на програмоносій здійснює технолог-програміст; машинне програмування, при якому такі роботи, як кодування інформації, визначення переміщень інструмента, вибір режимів різання та оптимальної послідовності виконання переходів тощо, виконує ЕОМ; машинне програмування біля верстата, оснащеного мікропроцесорним пристроєм ЧПУ (в найбільш вдосконаленому випадку – це задання УП з клавіатури пристрою ЧПУ в режимі діалогу, у процесі якого багато питань призначення режимів різання вирішуються мікро-ЕОМ пристрою ЧПУ і використовуються типові технологічні цикли, що зберігаються в пам’яті пристрою ЧПУ).
Методи кодування УП, вид програмоносія та щільність запису на ньому, способи зчитування інформації з УП є основними показниками систем ЧПУ і залежать, в основному, від елементної бази пристрою ЧПУ.
Для першого покоління пристроїв ЧПУ характерні наступні показники: програмоносій на магнітній стрічці; запис УП у фазомодульованому вигляді чи унітарному коді (послідовності імпульсів); мала щільність запису і, як наслідок, значна довжина УП. Однак пристрій ЧПУ завдяки цьому спрощується і забезпечується його надійність. Таке рішення відповідало рівню розвитку техніки в той період.
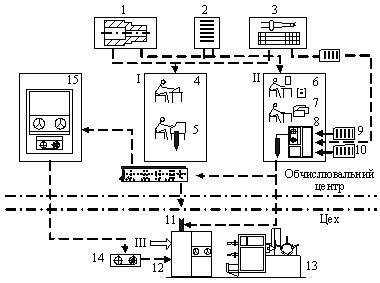
Рис. 7.1. Методи підготовки УП: I – ручне програмування; II – машинне програмування за допомогою ЕОМ; III – машинне програмування біля верстата, оснащеного мікропроцесорним пристроєм ЧПУ (запис УП на програмоносій у вигляді касети чи електронної пам’яті); 1 – вихідні дані по геометричних параметрах деталі; 2 – технологія обробки; 3 – інструмент і пристосування; 4 – розрахунок програми на клавішних апаратах; 5 – перфорування стрічки з УП; 6 – запис програми розрахунку на ЕОМ; 7 – підготовка перфокарти (перфострічки) з УП; 8 – ЕОМ; 9 – програма процесора; 10 – програма постпроцесора для конкретного верстата; 11 – УП; 12 – пристрій ЧПУ із заданням програми на перфострічці; 13 – верстат; 14 – магнітна мінікасета (чи блок електронної пам’яті) з УП; 15 – пристрій запису УП на магнітну мінікасету (чи блок електронної пам’яті)
Майже одночасно як програмоносій стали застосовувати перфострічку із заданням УП у кодованому вигляді. Спочатку використовували пятидоріжкову перфострічку (код БЦК-5), потім – восьмидоріжкову перфострічку із записом УП за Міжнародними стандартами кодування інформації ISO.
Стандартизація кодування в пристроях ЧПУ другого покоління дозволила уніфікувати підготовку УП і застосовувати однакове введення програми в різних пристроях ЧПУ. Стандартизація кодування УП зберігається при розширенні технологічних можливостей верстатів і, відповідно, розширенні функцій пристрою ЧПУ.
У період створення пристроїв ЧПУ другого покоління розвиваються методи автоматичного програмування на універсальних ЕОМ. При цьому, крім траєкторії руху інструмента відносно заготовки, програмуються параметри режимів обробки.
Створення управляючих мікро-ЕОМ з електронною пам’яттю обумовило подальше удосконалення пристроїв ЧПУ. Системи ЧПУ третього і четвертого поколінь забезпечують не тільки редагування УП, але і задання нової УП безпосередньо за кресленням деталі (в оперативних системах управління інтегрованих із системами проектування та програмування).
В міру введення мов високого рівня, типових циклів і самонастроювання режимів різання програмування поширюється на все більш складні види обробки. Підготовка УП та їх редагування здійснюються безпосередньо на верстаті. Це дозволяє підвищити оперативність виробництва, скоротити час налагодження та перевірки УП, виключити етап підготовки перфострічки, підвищити надійність роботи пристрою ЧПУ.
Наступним етапом, пов’язаним зі створенням гнучких виробничих систем, є автоматичний розрахунок УП за допомогою ЕОМ верхнього рівня.
УП записують на перфострічці у вигляді послідовності фраз. Якщо верстат має магнітну чи електронну касету, то УП спочатку записують на перфострічці, а потім переписують на програмоносій пристрою ЧПУ. Кожна фраза містить інформацію (геометричну та технологічну), необхідну для обробки визначеної ділянки деталі або для виконання спеціальних функцій (початок програми, прискорене підведення інструмента тощо). Послідовністю фраз у програмі визначається послідовність обробки деталі на верстаті.
Кожна фраза складається з деякого числа рядків, у яких записують кодові позначення символів програми. Декілька послідовно записаних рядків, що визначають одне поняття, утворюють слово. Декілька слів, що визначають групу дій за деякий проміжок часу, складають кадр.
Фразами задають тільки ту інформацію, що змінюється відносно попередньої фрази. Застосовують адресну систему запису, при якій використовують буквені адреси, що передують числовій інформації. Застосування буквених адрес дозволяє робити запис слів у фразах у будь-якій послідовності і використовувати єдиний спосіб кодування для верстатів різного технологічного призначення та різного рівня автоматизації. При цьому за визначеними командами управління закріплені відповідні символи коду адреси.
Кодом називається умовна позначка цифри, числа і букви. Кодування необхідне для складання УП, нанесення її на програмоносій та правильного читання УП системою управління верстатом. Вимоги, що висуваються до коду: максимальна стислість запису; легкість його читання людиною після нетривалого тренування; мінімальна імовірність помилки при його автоматичному зчитуванні та записі.
Тому була розроблена комбінована двійково-десяткова система числення, що у даний час знайшла найширше практичне застосування.
Припустимо, що потрібно перемістити стіл верстата по осі Х на 273, 41 мм при дискретності 0, 01 мм. Отже, у програмі нам потрібно вказати, що по осі Х необхідно переміститися на 27341 імпульс. Спочатку кожну цифру числа 27341 записують в двійковому коді: 2 = 0010; 7 = 0111; 3 = 0011; 4 = 0100; 1 = 0001. Потім набивають ці цифри послідовними рядками на перфострічку та отримують двійково-десятковий код заданого числа, оскільки номер п кожного з п’яти рядків (що відповідає десятковому розряду числа) визначає коефіцієнт K = 10 n -1, на який потрібно помножити записану в рядку (в двійковому коді) цифру, щоб отримати потрібне число. Якщо перед написанням (у двійково-десятковому коді) числа вказати (у відповідному коді), що далі йде X, то система управління верстатом інтерпретує наступну вказівку: перемістити виконавчий орган верстата (наприклад, стіл) по осі Х на 27341 імпульс.