Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Шлицевые соединения.
|
|
Шлицевое соединение по сути – многошпоночное. Оно не ослабляет вал за счет шпоночного паза, позволяет производить центрирование и передавать большие мощности.
Достоинства шлицевых соединений по сравнению со шпоночными: высокая несущая способность благодаря значительно большей рабочей поверхности зубьев – шлицев; высокая усталостная прочность вала вследствие незначительной концентрации напряжений; возможность применения высокоточных и высокопроизводительных методов обработки шлицев в ступицах (протягивание) и зубьев на валах (фрезерование червячными фрезами, шлифованием, как при нарезании зубьев зубчатых колес) – это позволяет получить высокую точность центрирования и взаимозаменяемость деталей шлицевых соединений.
Недостатки: высокая стоимость соединений из–за сложности технологического оборудования; высокопроизводительные способы изготовления шлицевых соединений становятся экономически целесообразными лишь при крупносерийном и серийном производстве.
Соединения с прямобочным профилем по ГОСТ 1139-80 стандартизованы для валов диаметром от 14 до 125 мм, с числом зубьев (в зависимости от диаметра вала) от 6 до 20. В поперечном сечении профиль прямобочным шлицев (рис.) очерчивается окружностью выступов зубьев D, окружностью впадин диаметром d и прямыми, определяющими ширину зубьев b.
Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая. С переходом от одной серии к другой при одном и том же внутреннем диаметре увеличивается наружный диаметр и число зубьев, в связи с этим повышается несущая способность соединения.
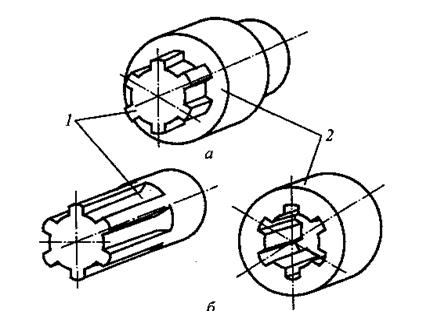 Рис. 3.4. Шлицевое соединение (а) и его детали (б):
Рис. 3.4. Шлицевое соединение (а) и его детали (б):
1-вал шлицевой (зубчатый); 2- ступица со шлицами (зубьями).
Допуски и посадки шлицевых соединений с прямобочным профилем зубьев (ГОСТ 1139-80) определяются их назначением и принятой системой центрирования втулки относительно вала. Соединения с прямобочными шлицами выполняют с центрированием по по наружному диаметру D (рис. 3.5. а); по внутреннему диаметру d (рис. 3.5. б) и по боковым граням b (рис. 3.5. в).
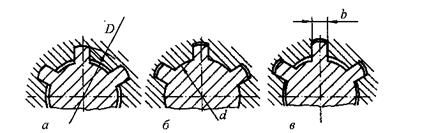 |
Рис. 3.5. Шлицевые соединения с прямобочным профилем.
При выборе способа центрирования руководствуются величиной нагрузки на соединение, требованиями к точности центрирования деталей соединения и технологией изготовления.
В конструкциях, требующих точного центрирования по кинематическим и ли динамическим условиям, применяют центрирование по наружному или внутреннему диаметрам. Если ступицу по поверхности отверстия и шлицам термически не обрабатывают или обрабатывают до невысокой твердости, то по технологическим условиям следует применять центрирование по наружному диаметру. Тогда центрирующие поверхности допускают точную и производительную обработку; на ступице – протягиванием, а на валу – круглым шлифованием; 80% прямобочным шлицевых соединений имеют центрирование по наружному диаметру. Если ступица по отверстию имеет высокую твердость, то обычно применяют центрирование по внутреннему диаметру, обрабатывая центрирующие поверхности вала и втулки шлифованием. Наиболее высокую точность центрирования можно обеспечить по внутреннему диаметру.
Центрирование по боковым граням зубьев не обеспечивает точной соосности ступицы и вала, но обеспечивает наиболее равномерное распределение сил между зубьями; поэтому его следует применять при передачи больших вращающих моментов, или при реверсивном движении, но при отсутствии высоких требований к точности центрирования. Характерными примерами центрирования по боковым граням могут служить подвижные шлицевые соединения карданных валов автомобилей. Центрирование по боковым граням применяется при числе зубьев 10 и внешнем диаметре от 25 до 90 мм включительно.
Посадки шлицевых соединений назначают в системе отверстия по центрирующей цилиндрической поверхности и по боковым поверхностям впадин втулки и зубьев вала (т.е. по d и b или D и b или только по b). Допуски и основные отклонения размеров d, D и b шлицевых соединений назначают по ГОСТ 25346-82. Поля допусков валов и втулок, установленные для шлицевых прямобочных соединений (ГОСТ 1139-80). Приведены в таблице 3.3.
Таблица 3.3.
Поля допусков валов и втулок, установленные для шлицевых прямобочных соединений.
| Квалитет | Основные отклонения | |||||||
| валов | ||||||||
| d | e | f | g | h | jS | k | n | |
| g5 | jS | |||||||
| g6 | (h6) | jS6 | n6 | |||||
| f7 | h7 | js7 | k7 | |||||
| d8 | e8 | f8 | h8 | |||||
| (d9) | e9 | f9 | h9 | |||||
| d10 | (h10) |
Продолжение таблицы 3.3.:
| Квалитет | Основные отклонения | |||
| отверстия | ||||
| D | F | H | JS | |
| H6 | ||||
| H7 | ||||
| F8 | H8 | |||
| D9 | ||||
| D10 | F10 | JS10 |
Посадки назначают в зависимости от способа центрирования, например: H7 ⁄ f7; H7⁄ g6 для d, D10/h9; F10/f9 для b; H7/f7; H7/g6 для D (дают соединения с зазором); H7⁄ n6, H7/jS6 для d и D (дают соединения с переходными посадками). При высоких требованиях к точности центрирования стремятся получить наименьшие зазоры по центрирующим диаметрам; это также увеличивает долговечность соединений.
Для не центрирующих диаметров установлены следующие поля допусков: для D при центрировании по d или b a11 для валов и H12 для втулки; для d при центрировании по D или b H11 для втулки. При указанных полях допусков не центрирующих диаметров создаются значительные зазоры, обеспечивающие сопряжения только по посадочным поверхностям и облегчающие сборку шлицевых соединений.