Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заделка трещин в корпусных деталях
|
|
Эту операцию выполняют слесарно-механическими способами: штифтованием, фигурными вставками и постановкой заплат. Заделка трещин штифтованием - весьма трудоемкая операция и требует высокой квалификации слесаря. Ее используют при ремонте деталей, к которым предъявляются условия герметичности (корпуса коробок передач, задних мостов, водяных рубашек блоков цилиндров). Сущность этого способа состоит в том, что трещину по всей ее длине заделывают резьбовыми штифтами.
Последние изготовляют из красной меди или бронзы. Вначале засверливают концы трещины, нарезают в них резьбу и устанавливают штифты. Затем в порядке, указанном на рисунке 2.50, сверлят отверстия и устанавливают остальные штифты. Концы штифтов рекомендуется расчеканивать, а отремонтированные поверхности - пропаивать. Трещины длиной 50 мм и более заделывать штифтами не следует.
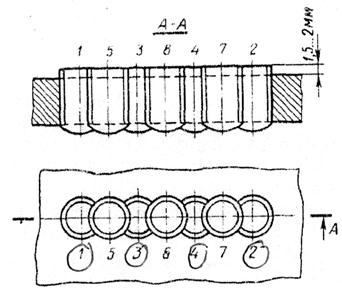
Рисунок 9 - Схема заделки трещин штифтами
Заделка трещин фигурными вставками позволяет восстанавливать не только герметичность детали, но и ее прочность.
Технология ремонта включает получение в детали специального паза и запрессовку в него заранее изготовленной фигурной вставки (см. ниже рисунок 10).К основным деталям оснастки, от которых зависит качество работы, относятся кондуктор для сверления отверстий паза и сама фигурная вставка. Трещины заделывают уплотняющими и стягивающими фигурными вставками, которые изготовляют из малоуглеродистой стали 20 или Ст. 3.
Заделка трещины уплотняющими фигурными вставками заключается в следующем.
Отступив от конца трещины в сторону ее продолжения на 4 … 5 мм, сверлят отверстия диаметром 4, 6 мм для деталей с толщиной стенки до 12 мм и диаметром 6, 6 мм свыше 12 мм на глубину соответственно 3, 5 и 6, 5 мм.
Затем последовательно вдоль трещины сверлят также отверстия с помощью специального кондуктора. Последний переставляют и фиксируют каждый раз по просверленному отверстию. Кроме того, выполняют отверстия и поперек трещины - по два с каждой стороны через каждые пять отверстий.
Устанавливают в паз сначала поперечные, а затем продольные вставки, смазав предварительно торцовые и боковые поверхности эпоксидным Компаундом, И расклепывают их.
Заделка трещины стягивающими фигурными вставками аналогична способу, рассмотренному выше. Фигурный паз под стягивающую фигурную вставку изготовляют только поперек трещины. С помощью специального кондуктора сверлят шесть отверстий диаметром 3.5 мм на глубину 10 или 15 мм (в зависимости от толщины стенки детали) с шагом больше чем на 0, 1… 0, 3 мм, располагая три отверстия с одной стороны и три - с другой.
Перемычку между отверстиями удаляют специальным пробойником в виде пластин толщиной 1, 8 или 3, 0 мм. В полученный паз запрессовывают фигурную вставку, предварительно обезжирив поверхности и смазав их эпоксидным составом.
Трещина стягивается за счет разности размеров шагов между осями отверстий фигурного паза и фигурной вставки. ‘Данным способом рекомендуется восстанавливать перегородки между цилиндрами блок-картера, корпуса коробок передач и заделывать трещины в головках цилиндров.
Разработан комплект оснастки ОР-11362, в состав которого входят два усовершенствованных кондуктора. Они служат для ремонта наружных стенок деталей и внутренних цилиндрических поверхностей, отличаются от существующих своей универсальностью, простотой устройства и небольшой трудоемкостью при эксплуатации.
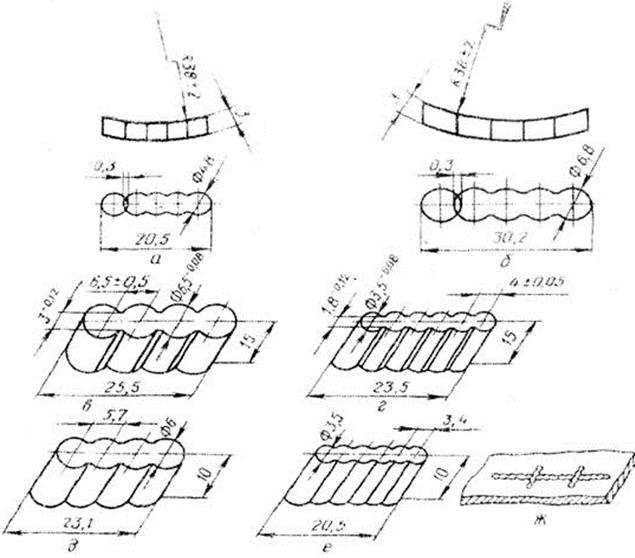
Рисунок 10 - Типы фигурных вставок:
а и б - уплотняющие; в, г, д, И Е - стягивающие; ж - сверление отверстий поперек трещины