Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Геометрия износа и виды изнашивания
|
|
Подизнашиванием режущего инструмента понимается разрушение его контактных поверхностей в результате трения стружки о переднюю поверхность резца и его задних поверхностей о заготовку.
Физические процессы, протекающие при изнашивании инструмента, аналогичны трению и изнашиванию трущихся пар, но они происходят обычно при очень большом давлении, больших скоростях и высокой температуре. Трущиеся поверхности при этом беспрерывно обновляются.
Установлено, что интенсивность изнашивания инструмента обуславливается различными по своей физической природе процессами. В реальных условиях некоторые из них действуют одновременно. Здесь имеют место абразивный, адгезионный, диффузионный, окислительный и другие виды износа.
Интенсивное разрушение контактных поверхностей инструмента часто обусловлено наличием в обрабатываемом материале достаточно твердых составляющих (карбидов, оксидов, окалины, поверхностной корки). Они действуют как абразивы, царапая поверхности трения. Изнашивание тем больше, чем меньше твердость режущей части инструмента при резании и выше твердость составляющих обрабатываемого материала.
Высокое давление и температура резания вызывают адгезионные процессы на контактных поверхностях – схватывание материала инструмента с материалом заготовки под действием атомарных сил. Адгезионные процессы на контактных поверхностях наблюдаются при невысоких скоростях резания. При этом частички инструментального материала вырываются и уносятся сходящей стружкой и обрабатываемой заготовкой. При невысоких скоростях резания изнашивание инструментов из твердых сплавов вызывается именно адгезионными процессами. Более прочная быстрорежущая сталь разрушается от их действия значительно меньше.
При больших скоростях резания, когда в зоне резания возникает очень высокая температура, твердосплавной инструмент интенсивно изнашивается под действием диффузии. Происходит взаимное проникновение и растворение структурных составляющих инструментального и обрабатываемого материалов. Интенсивной диффузии благоприятствует то, что в контакт с инструментом беспрерывно вступают все новые участки обрабатываемого материала и стружки.
Переменные напряжения, действующие на рабочие поверхности инструмента при некоторых видах обработки резанием, могут разрушить режущую кромку от усталости.
Изнашивание инструмента из быстрорежущей стали сопровождается изменением и образованием новой менее прочной структуры уменьшенной твердости. При температуре больше 600оС мартенсит превращается в троостит, и инструмент теряет режущую способность.
При работе инструментом, оснащенным металлокерамическими сплавами, а в особенности минералокерамическими материалами, иногда частички материала откалываются, и режущие кромки теряют режущую способность.
При высокой температуре активизируются химические процессы, в результате чего поверхностный слой рабочей части инструмента покрывается окисной пленкой. Образовавшаяся пленка разрушается силами трения - происходит окислительный износ.
В зависимости от условий обработки геометрия износа инструмента может быть (рис.1):
1. Превалирующий износ задних поверхностей «hЗ» и незначительный по передней наблюдается при обработке пластичных материалов с толщиной среза до 0, 1 мм; при обработке хрупких материалов (чугуна, бронзы), когда образуется стружка надлома, а также при работе сверлами, зенкерами, фрезами, развертками.
2. Превалирующий износ по передней поверхности «hП» имеет место при обработке пластичных материалов с толщиной среза более 0, 5 мм, а также когда имеет место наростообразование или когда температура на передней поверхности намного больше, чем на задней. Величина износа определяется глубиной hП и шириной лунки, образующейся на передней поверхности от трения стружки.
3.Износ одновременно по передней и задней поверхности наблюдается при обработке пластичных металлов с толщиной среза 0, 1 -0, 5 мм и работе с применением СОЖ.
4. При чистовой обработке материалов обладающих низкой теплопроводностью (пластмасс), а также при обработке высокопрочных материалов (аустенитные стали) происходит износ в форме округления режущей кромки.
Наибольшее влияние на интенсивность износа оказывает скорость резания V, меньшее – подача S и особенно глубина резания t. Чем выше механические свойства обрабатываемого материала, тем больше износ режущего инструмента.
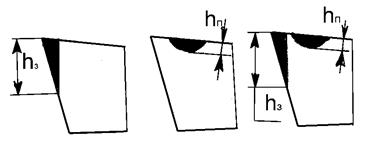
Рис.1. Схемы износа резцов