Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Критерий затупления и стойкость инструмента
|
|
Критерий затупления – это предельно допустимая величина износа, при которой инструмент теряет нормальную работоспособность.
В практике за критерий износа принимают износ по задней поверхности в тех случаях, когда качество поверхности детали не лимитируется. При чистовой обработке деталей устанавливается технологический критерий затупления, т.е. такая величина износа задней поверхности, превышение которой приводит к тому, что точность и шероховатость обработанной поверхности перестают удовлетворять техническим условиям.
Для токарных резцов из быстрорежущей стали допустимый износ h =0, 5-2, 0 мм (по главной задней поверхности); с пластинками из твердого сплава h =0, 8-1, 0 мм; с минералокерамическими пластинками h =0, 5-0, 8 мм. Данные приводятся для резания в условиях применения СОЖ.
На рис.2. приведена кривая износа резца по задней поверхности hЗ в зависимости от времени работы Т. На ней можно выделить три участка.
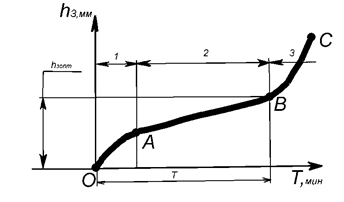
Рис.2. График зависимости износа по задней поверхности от продолжительности работы резца
1) участок ОА – участок начального изнашивания или период приработки. Происходит постепенное выравнивание микронеровностей поверхности и увеличение опорной площади трения. Повышенный темп износа на первом участке объясняется высоким начальным контактным давлением ввиду малой величины площади контакта. При увеличении площадки контакта темп износа уменьшается.
2) участок АВ – период нормального износа. Характеризуется стабилизацией микрогеометрии инструмента.
3) участок АВ – период катастрофического износа. В точке С износ соответствует такому состоянию инструмента, при котором продолжать процесс резания невозможно. Инструмент нельзя доводить до катастрофического износа. Если при этом и не произойдет поломки, то при заточке нужно будет снимать большой слой металла. Работу, очевидно, следует прекратить в точке В, где износ отвечает установленному критерию затупления.
Время работы инструмента между переточками при определенном режиме резания называется стойкостью инструмента Т (мин).
Момент затупления резцов при различных условиях работы может характеризоваться следующими признаками:
· ухудшение чистоты обработанной поверхности
· появление или возрастание вибраций
· изменение цвета и формы стружки
· заметно усиливающимся искрением
· повышением температуры и составляющих сил резания.
Резец считается изношенным и его надо перетачивать, когда при обработке стали на поверхности резания появляется блестящая полоска, а при обработке чугуна – темные пятна. Появление блестящей кромки соответствует началу третьего периода износа. При дальнейшей работе в течение 1-2 мин произойдет полное разрушение режущей кромки, и резец окончательно выйдет из строя.
Для быстрорежущих резцов стойкость принимается равной 60 мин, для твердосплавных – 90 мин, для резцов, оснащенных минералокерамикой – 30-40 мин.
Самое большое влияние на стойкость инструмента оказывает скорость резания. Существует зависимость:

где С – постоянная, зависящая от свойств обрабатываемого материала и условий резания; m –показатель относительной стойкости, при точении колеблется в пределах 0, 3-0, 4.
Так как m – дробное число, намного меньшее единицы, то небольшое изменение скорости резания обуславливает значительное изменение стойкости, поэтому обработку следует вести на расчетной скорости. Это условие легко выполнимо на станках с бесступенчатым регулированием частоты вращения шпинделя.