Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Описание узла
|
|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ
«МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ПУТЕЙ СООБЩЕНИЯ»
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
КУРСОВОЙ ПРОЕКТ
«Проектирование машиностроительного производства»
УЧАСТОК ПО ИЗГОТОВЛЕНИЮ ШПИНДЕЛЯ
ШЛИФОВАЛЬНОЙ ГОЛОВКИ
Раздел: Технологические решения
Разработал А.Г. Пантуров
Проверил С.В. Копачев
Москва 2014
Содержание
Введение ……………………………………………………………………………………..3
Описание узла………………………………………………………………………………..4
Расчет режима работы предприятия………………………………………………………..5
Расчет потребного количества технологического оборудования………………………..6
Коэффициент загрузки………………………………………………………………………6
Определение численности рабочих………………………………………………………...7
Определение энергопотребности цеха……………………………………………………..7
Описание функционирования участка цеха……………………………………………….9
Оборудование участка цеха…………………………………………………………………10
Стоимость оборудования…………………………………………………………………….20
Список литературы…………………………………………………………………………..21
Введение
На данном предприятии был получен технологический процесс на изготовление шпинделя шлифовальной головки. Заготовка детали по заводскому технологическому процессу изготавливается из проката. В результате замены метода получения заготовки: проката на поковку (штамповка на ГКМ), что более технологично для крупносерийного производства, меняется ряд операций механической обработки детали. Поэтому в курсовом проекте разрабатывается технологический участок с измененным технологическим процессом.
Цель курсового проекта: Разработка технологического участка для изготовления шпинделя, а такженайти необходимое оборудование, посчитать их общее количество и стоимость.
Описание узла
Деталь «Шпиндель» входит в состав шлифовальной головки (см. рисунок 1.1). Данный шлифовальный станок предназначен для шлифования методом перекрещивающихся осей сферической поверхности дорожек качения наружных колец роликовых радиальных сферических подшипников. Область применения станка – предприятия серийного и крупносерийного производства.
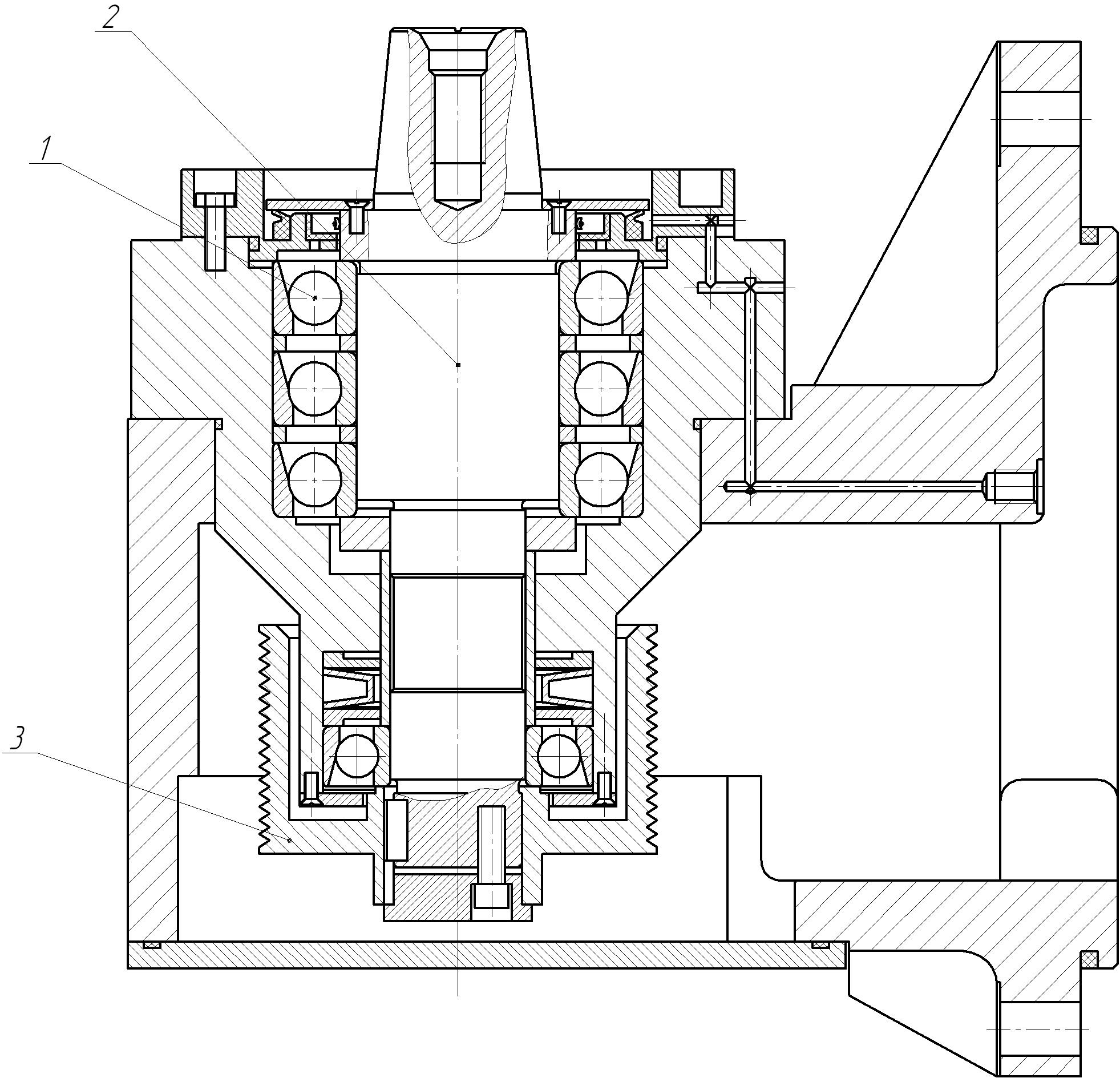
Рисунок 1.1. Общий вид шлифовальной головки
Шлифовальная головка (см. рис. 1.1) – это приспособление, расширяющее возможности шлифования заготовок на металлорежущих станках. В корпусе шлифовальной головки на подшипниках качения 1 расположен шпиндель 2, в передней части которого закреплен шлифовальный круг; вращательное движение подводится к хвостовой части шпинделя шлифовальной головки посредством клиновой ременной передачи 3 от электродвигателя. Шлифовальная головка может устанавливаться на токарном станке для наружного и внутреннего шлифования, на продольно-строгальном или продольно-фрезерном станках для шлифования длинномерных поверхностей, а также использоваться на плоско- и внутришлифовальных станках для обработки отверстий.
Планировка цеха
Расчёт фонда времени
При проектировании различают два вида годового фонда времени: номинальный (режимный) и действительный (расчетный.)
2.1 Номинальный годовой фонд времени:
 [2] [ст. 28 (1.6)]
[2] [ст. 28 (1.6)]
где:  - число рабочих дней в году 2014 (247 дня);
- число рабочих дней в году 2014 (247 дня);
 - продолжительность смены в часах; (8 ч)
- продолжительность смены в часах; (8 ч)
 -число предпраздничных дней; (6 дней)
-число предпраздничных дней; (6 дней)
 = 1ч - сокращение длительности рабочей смены в праздничные дни в часах;
= 1ч - сокращение длительности рабочей смены в праздничные дни в часах;
 ч
ч
2.2 Действительный годовой фонд времени технологического оборудования:
Фдто = Ф н1см× m × Кивто,  ., [2] [ст.29 (1.7)]
., [2] [ст.29 (1.7)]
где: Ф н1см - режимный (номинальный) фонд времени при работе в одну смену (1970ч);
m =1- количество рабочих смен работы в сутки;
Кивто – коэффициент использования оборудования по времени (0, 85)
Фдто = 1970× 1× 0, 85=1675 ч.
2.3 Действительный годовой фонд времени рабочего:
Фдр = (Ф н– nотп × tсм ) × КПРВ , [2] [ст.29 (1.8)]
где: nотп - количество рабочих дней в отпуске рабочего (28-8=20);
tсм - продолжительность рабочей смены, ч;
КПРВ - коэффициент, учитывающий потери рабочего времени по уважительным причинам (0, 96 – 0, 97).
Фдр=(1970-20× 8) × 0, 96=1738 ч.
2.4 Годовой фонд времени рабочего места (позиции):
ФдРМ = Фн × m × Ррм × KПРВ × КИВРМ, [2] [ст.30 (1.9)]
где: Ррм- плотность работы рабочего места (число рабочих непрерывно занятых на одном рабочем месте);
КИВРМ - коэффициент использования рабочего места по времени.
КИВРМ =0, 96; Ррм =1.
Получим:
ФдРМ=1970× 1× 1× 0, 96× 0, 85=1607, 5 ч.