Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Приспособления. Для фрезерования заготовку устанавливают и закрепляют на столе станка
|
|
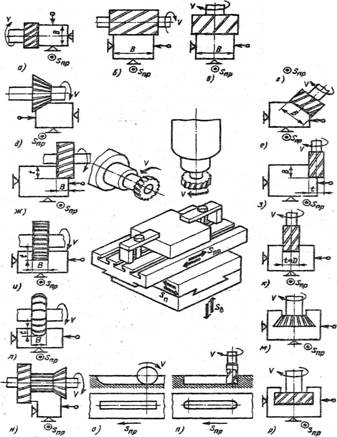 Для фрезерования заготовку устанавливают и закрепляют на столе станка. В единичном и мелкосерийном производстве для этого применяют универсальные приспособления.(машинные тиски, прижимные планки и т. д.), а в серийном и массовом - специальные приспособления. На рис. 5 показаны схемы фрезерования поверхностей на универсальных фрезерных станках.
Для фрезерования заготовку устанавливают и закрепляют на столе станка. В единичном и мелкосерийном производстве для этого применяют универсальные приспособления.(машинные тиски, прижимные планки и т. д.), а в серийном и массовом - специальные приспособления. На рис. 5 показаны схемы фрезерования поверхностей на универсальных фрезерных станках.
Вертикальные поверхности на горизонтально-фрезерных станках (рис.5.а) обрабатывают торцовыми насадными фрезами иди фрезерными головками, а на вертикально-фрезерных (рис.5.г) концевыми фрезами.
Горизонтальные поверхности обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках (рис.5.б) и торцовыми насадными фрезами на вертикально-фрезерных станках (рис.5.в).
Рис.5. Схемы фрезерования поверхности. Узкие наклонные поверхности на горизонтально-фрезерных станках получают (рис.5.д). Широкие наклонные поверхности удобнее обрабатывать на вертикально-фрезерных станках с поворотной шпиндельной головкой (рис.5.е) торцовой насадкой или концевой фрезами. Уступы и прямоугольные пазы на горизонтально-фрезерных станках обрабатывают соответственно дисковыми двухсторонними (рис.5.ж) и трехсторонними (рис.5, е), а на вертикально-фрезерных- концевыми (рис.5.з, к) фрезами. Фасонные поверхности обрабатывают фасонными фрезами (рис.5.л). Пазы типа «ласточкин хвост» и Т обрабатывают на вертикально-фрезерных станках: сначала фрезеруют прямоугольный паз концевой фрезой, а затем концевой угловой (рис.5.м) или Т-образной фрезой (рис.5.р).
На горизонтально-фрезерных станках шпоночные пазы обрабатывают дисковыми фрезами (35, о), а на вертикально-фрезерных - концевыми или шпоночными (рис. 5, п). Одновременную обработку нескольких поверхностей выполняют набором фрез (рис. 5, и). [1]