Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Факторы, влияющие на выбор способа изготовления отливки
|
|
Отливка ______________ изготавливается на ОАО «МК Ормето - ЮУМЗ» в цехе №18 на формовочной машине _______, в парных опоках размерами____________мм, по неразъёмной деревянной модели с применением облицовочной смеси Ф-4 и наполнительной Ф-6. Особенности - применение шпилек l = 60мм, заливка из стопорного ковша стаканчик Ø 40мм, ёмкость ковша 6, 5т.
В дипломном проекте отливка «________» изготавливается на механизированной(автоматизированной формовочной линии модели _____ на базе ________, в парных опоках по разъёмной и неразъёмной модели с применением смеси __________ и методом уплотнения – ___________
Данный способ изготовления отливки позволяет повысить качество отливки, производительность, снизить её себестоимость, уменьшить время сушки.
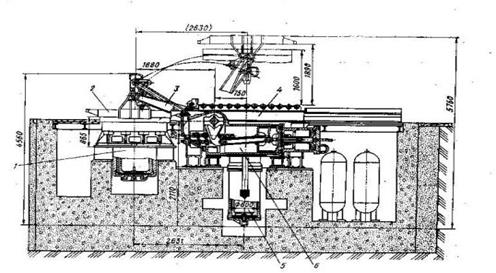
Рисунок 1. – Формовочная машина
11 Расчёт питания отливки и технологических коэффициентов
В процессе затвердевания отливки, за счёт усадки стали ___% уменьшаются её размеры, а внутри образуется пористость и раковины усадочного характера. Для предотвращения данного дефекта в технологии для питания отливки предусматриваются прибыли.
Для лучшего питания отливки расплавом из прибыли, рационально использовать закрытые верхние прибыли комбинированной формы, объективного действия. Данная прибыль имеет наименьшую боковую поверхность, тем снижается теплоотвод от прибыли, а расплав более длительное время находится в жидком состоянии, так как теплопроводность смеси ниже теплопроводности воздуха, что обеспечивает эффективность питания за счёт направленной гравитационной силы в сторону отливки.
Количество прибылей выбирается в зависимости от конструкции отливки. По конструктивному исполнению отливка «_______» имеет один ярко выраженный массивный узел, поэтому количество прибылей равно количеству питаемых узлов то есть п =1 шт.
Объем и размеры прибылей рассчитываются по методу Й. Прижибла
 (11.1)
(11.1)
| где | х β Vп.у | – коэффициент экономичности прибыли, %; х = 8 ÷ 16 [5, с. 34], принимается х = 14, 7 %; – коэффициент объёмной усадки, %; β = 0, 03 [5, с. 34]; – объём питаемого узла, дм 3. |
Vпу=  , дм3 (11.2)
, дм3 (11.2)
| где | Goтл ρ | – масса отливки, кг; Goтл = кг [2.4] – плотность стали, кг/дм 3; ρ = 7, 85 кг/дм 3. |
Размеры прибыли: высоту (Нпр) и диаметр (Dпр) рассчитывают следующим методом:
Высота прибыли:
 (11.3)
(11.3)
| где | М | – коэффициент, учитывающий отношение высоты прибыли к её диаметру. |
Прибыли имеют глубину и фронт питания приблизительно одинакового размера, поэтому для отливки принимается  , тогда М = 1, 15 [3, таблица 2.16].
, тогда М = 1, 15 [3, таблица 2.16].
Рассчитаем высоту и диаметр прибылей:
Тогда из отношения следует, что:
Для оценки эффективности питания отливки рассчитываются технологические коэффициенты:
– Коэффициент использования металла (КИМ):
 (11.4)
(11.4)
| где | Gд | – масса детали, кг; Gд = кг; |
Gотл – масса отливки, кг; Gотл = кг [2.6].
– Коэффициент выхода годного (КВГ):
 (11.5)
(11.5)
| где | Gж | – масса жидкая, кг. |
Gж = Gотл + Σ Gпр + Gлс
| где | Σ Gпр Gлс | – масса прибылей, кг; – масса металла, расходуемого на оформление каналов литниковой системы, кг. |
Σ Gпр = ρ ∙ Σ Vпр
Gл.с = (0, 2 ÷ 0, 8) ∙ Gотл, [3, с. 135];
Принимается Gл.с. = 0, 229 ∙ Gотл
12 Расчёт литниковой системы