Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технология изготовления деталей буровой лебедки
|
|
В конструкциях бурового и нефтепромыслового оборудовании встречаются втулки различной конфигурации и размеров. Размеры отверстий втулок от 10 до 50 мм и более. Отношение длины втулки к ее диаметру обычно менее двух. Наружный диаметр втулок изготовляют с точностью соответствующей 6-му или 8-му квалитетам и с шероховатость поверхности Rа=2, 5-1, 25 мкм, а отверстия - с точностью соответствующей 7-му и реже 8-му квалитетам и с шероховатость поверхности Rа=2, 5-0, 32 мкм. При изготовлении втулок необходимо также удовлетворить определенные требования к концентричности наружной поверхности относительно оси отверстия и перпендикулярности торцов к оси отверстия.
Заготовками для втулок, имеющих отверстие диаметром до 25 мм, служит стальной прокат либо отливки из чугуна и бронзы сразу на несколько деталей. Для изготовления втулок с отверстием диаметром более 25 мм используют трубы и полые отливки (рисунок 3.2).
Обработку втулок можно вести двумя способами, при которых концентричность наружной поверхности втулки относительно оси отверстия и перпендикулярность торцов к оси отверстия достигается либо обработкой наружной поверхностиотверстия и торцов за один установ, либо обработкой их за два установа (операции).
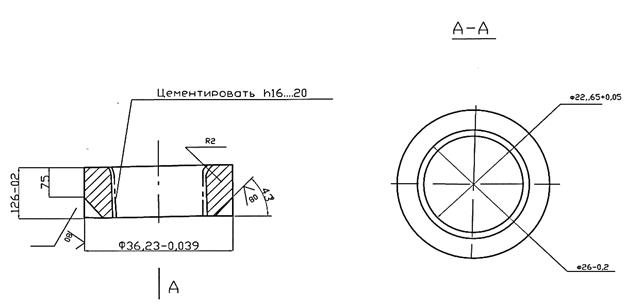 |
Рисунок 2.6 - Втулка
Далее выполняются следующие операции: снятие фасок с другого торца втулки на токарном или вертикально-сверлильном станке; сверление смазочного отверстия; нарезание смазочных канавок; шлифование наружной поверхности.Второй способ, т.е. обработка за два установа, типичен для изготовления крупных втулок из штучных заготовок. При этом обрабатывают сначала отверстие и торец, а затем, используя поверхность отверстия в качестве установочной базы, выполняют обработку наружной поверхности и второй торцовой поверхности. Примерный маршрут изготовления втулки из штучной заготовки при серийном производстве включает следующие операции:
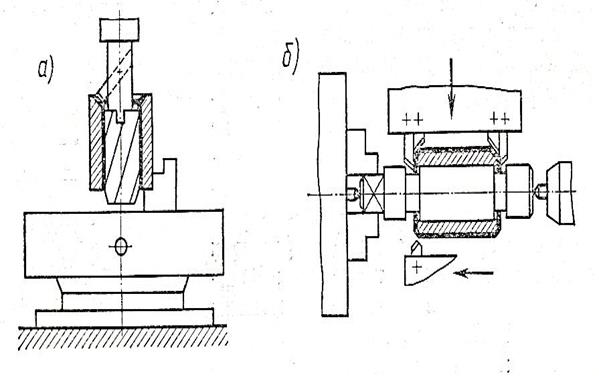
1) зенкерование отверстия и снятие фаски в отверстии на вертикально-сверлильном станке (рисунок 2.3, а);
2) протягивание отверстия с установкой заготовки на сферическую самоустанавливающуюся шайбу, так как торец втулки не обработан;
3) предварительное обтачивание наружной поверхности, подрезку торцов и снятие наружных фасок на токарном многорезцовом полуавтомате (рисунок 2.3, б);
4) чистовое обтачивание наружной поверхности и при необходимости повторную подрезку торцов втулки на токарном станке. Дальнейшие четыре операции аналогичны операциям 2-5 изготовления втулки из прутка.
 При производстве втулок из пластмассовых заготовок, имеющих высокую точность, механическая обработка ограничивается обычно отделочными операциями.
При производстве втулок из пластмассовых заготовок, имеющих высокую точность, механическая обработка ограничивается обычно отделочными операциями.
а) зенкерование отверстия и снятие фаски в отверстии вертикально-сверлильном станке;
б) предварительное обтачивание наружной поверхности, подрезка торцов и снятие наружных фасок на токарном многорезцовом полуавтомате
Рисунок 2.7 - Маршрут изготовления втулки
Контроль втулок заключается в проверке их размеров, концентричности наружной поверхности относительно отверстия, перпендикулярности торцовых поверхностей к оси отверстия и шероховатости поверхности. В крупносерийном и массовом производстве при контроле применяют многомерные индикаторные контрольные приспособления.