Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Задача № 6. Для узла №1 (рис. 6.1) с номинальными размерами поверхностей деталей: А1 = 100 мм; А2 = 3 мм; А3 = 90 мм; А4 = 6 мм и размером исходного звена DА = А0 =
|
|
Для узла №1 (рис. 6.1) с номинальными размерами поверхностей деталей: А1 = 100 мм; А2 = 3 мм; А3 = 90 мм; А4 = 6 мм и размером исходного звена DА = А0 =  строим схему размерной цепи (рис. 6.2).
строим схему размерной цепи (рис. 6.2).
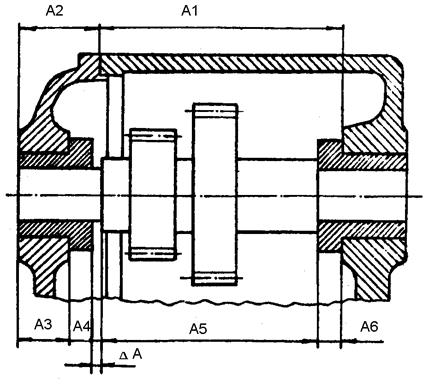
Рисунок 6.1 – Эскиз сборочного чертежа
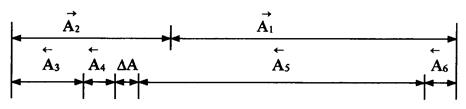
Рисунок 6.2 – Схема размерной цепи
Определяем увеличивающие и уменьшающие звенья размерной цепи:
А 2 и А 1- увеличивающие звенья; А 3, А 4, А 5, А 6 - уменьшающие звенья.
Проверим правильность построения размерной цепи
А0 = S А iув - S А jум = А1 – (А2 + А3 + А4);
А0 = 100 – (3 + 90 + 6) = 100 – 99 = 1 мм.
По заданному допуску исходного звена определяем допуски и предельные отклонения составляющих размеров методом решения на максимум и минимум, пользуясь способом одного квалитета.
Допуск замыкающего звена
ТА0 = ЕS - EI = (- 0, 100) – (– 0, 600) = 0, 5 мм = 500 мкм,
и равен
 = ТА1 + ТА2 + ТА3 + ТА4,
= ТА1 + ТА2 + ТА3 + ТА4,
где n - количество увеличивающих звеньев;
p - количество уменьшающих звеньев.
Допуск любого размера (звена) равен
Т =  ,
,
где а - количество единиц допуска;
i - единица допуска.
Поэтому
ТА0 =  .
.
Так как задача решается методом одного квалитета, и величина a зависит только от номера квалитета, следовательно
а 1 = а 2 = а 3 = а 4 = аm.
Тогда
ТА0 = am (i1 + i2 + i3 + i4).
Откуда находим значение аm для определения номера квалитета
 .
.
Рассчитываем единицы допуска для каждого звена и результаты вычислений сводим в таблицу 6.1.
Таблица 6.1 - Единицы допусков для составляющих звеньев
| А 1 = 100мм | А 2 = 3мм | А 3 = 90мм | А 4 = 6мм | А 6 = 5мм | |
| i 1= 2, 17 мкм | i 2 =1, 56 мкм | i 3 = 1, 31 мкм | i 4 = 0, 73 мкм | i 5 = 2, 17 мкм | i 6 = 0, 73 мкм |
Рассчитаем количество единиц допуска
 .
.
В соответствии с найденным значением аm принимаем ближайшее стандартное значение a = 100, которое соответствует квалитету IT 11. Назначаем допуски составляющих звеньев размерной цепи по IT 11.
Сумма допусков составляющих звеньев
STАj = 220 + 60 + 84 + 220 + 75 = 575 мкм.
Так как ТDА ¹ S ТAj, принимаем специальное звено А3, допуск которого будет нестандартным.
Рассчитываем нестандартный допуск специального звена
ТА5 = ТА0 –  = 500 – (220+60+75) = 145 мкм.
= 500 – (220+60+75) = 145 мкм.
Для определения предельных отклонений звеньев классифицируем их на охватывающие и охватываемые: А1 условно относим к отверстиям и назначаем допуски как для основных отверстий; А2, А4, условно относим к валам и назначаем допуски как для основных валов.
Рассчитываем нижнее предельное отклонение специального звена
ЕIA5 =  ESAj ув – ЕS A0 –
ESAj ув – ЕS A0 –  ЕIAj ум =
ЕIAj ум =
=220 + 100 – 200 – (– 60 – 75) = +445 мкм.
Рассчитываем верхнее предельное отклонение специального звена
ЕSA5 = TA5 + EIA5 = 145 + 455 = + 600 мкм.
Результаты расчетов сводим в таблицу 6.2.
Таблица 6.2 – Допуски и предельные отклонения звеньев
| Номер звена | Номинальный размер, мм | Поле допуска | Допуск, мкм | Предельные отклонения, мкм | ||
| Стандартный | Принятый | ЕS | EI | |||
| A1 | Н10 | +140 | ||||
| A2 | Н10 | +100 | ||||
| A3 | h10 | –84 | ||||
| A4 | h10 | –48 | ||||
Проверяем правильность расчета, определяя нижнее предельное отклонение замыкающего звена
ЕIA0 =  EIAj ув –
EIAj ув –  ЕSAj ум = 0 + 0 – 600 = – 600 мкм.
ЕSAj ум = 0 + 0 – 600 = – 600 мкм.
Задача решена правильно.
СПИСОК ЛИТЕРАТУРЫ
1. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения. Учебник для вузов. - М.: Машиностроение, 1986. - 343 с.
2. Допуски и посадки. Справочник. В 2-х ч./ Под ред. В.Д. Мягкова. - 6-е изд., перераб. и доп.- Л.: Машиностроение, Ленингр. отд., 1982. Ч. 1.- 436 с.
3. Допуски посадки. Справочник. В 2-х ч./ Под ред. В.Д. Мягкова. - 6-е изд., перераб. и доп.-Л.: Машиностроение, Ленингр. отд., 1983.- Ч. 2.- 448 с.
4. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения. / Под ред. А.И. Якушева. -3-е изд., перераб. и доп.- М.: Машиностроение, 1980.- 527 с.
5. ГОСТ 520-2002 Подшипники качения. Общие технические условия.
6. ГОСТ 1139-80 Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски.
7. ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски.
8. ГОСТ 2015-84. Калибры гладкие нерегулируемые. Технические требования.
9. ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски.
10. ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений.
Приложение А