Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Станки для анодно-механической обработки
|
|
Осуществляют комбинированный процесс анодного растворения и электроэрозионного воздействия на обрабатываемую деталь. Сущность обработки показана на рис. а.
|
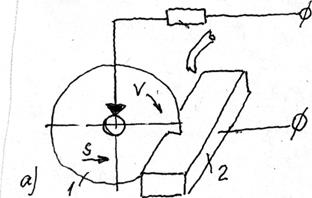
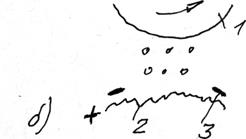
Инструмент 1 в виде диска (или непрерывной ленты) вращается и подается в сторону заготовки 2. Подаваемый в пространство между инструментом и заготовкой электролит растворяет под действием тока металл. Образуемая на его поверхности тонкая пленка 3 (рис. б) имеет небольшую прочность и поэтому легко удаляется инструментом. На месте удаленной пленки образуется новая, которая также удаляется инструментом. Одновременно с этим электромеханическим процессом происходит электроэрозионный процесс, так как при удалении пленки возникают искровые промежутки, через которые проходят электрические разряды. В качестве электролита, дающего пассивирующую пленку на аноде, применяют водный раствор жидкого стекла. Электрод изготавливают из низкоуглеродистой стали. Анодно-механическая обработка применяется главным образом для разрезания заготовок из высоколе-гированных сплавов, а иногда для шлифования твердосплавных заготовок. Скорость резания составляет: диском 15-35 см/мин, лентой - до 20 см/мин.